
نورد حلقه ای یکی از مهم ترین فرآیندهای شکل دهی برای ساخت هندسه های مدور و یکپارچه است. با توجه به دستگاه مورد استفاده در این فرایند و ابعاد حلقه تولیدشده، دقت فرایند می تواند متفاوت باشد، اما به صورت کلی دقت فرایند می تواند بسیار خوب باشد و در نتیجه نیازی به انجام فرآیندهای دیگر از بین برود. یکی دیگر از ویژگی های این فرایند دانه بندی یکپارچه و یکنواخت محیطی در نتیجه برخورد دائم تمامی حلقه با غلتک های فشاری است. با توجه به این که در این فرایند ماده اولیه پس از شکل دهی بسیار به شکل نهایی نزدیک خواهد بود، در نتیجه در مقایسه با روش های دیگر همچون ماشین کاری و آهنگری که نیاز به عملیات ثانویه ( دوره بری، سنگ زنی و… ) دارند، صرفه جویی قابل توجهی در میزان مصرف ماده اولیه، صورت خواهد گرفت. از دیگر ویژگی های این فرایند تولید حلقه هایی با اندازه های متفاوت و همچنین ایجاد حلقه های دارای پروفیل خاص ( L شکل، U شکل و… ) است. از کاربردهای نورد حلقه ای می توان به تولید چرخ قطار، بلبرینگ ها، قطعات مورد استفاده در پوسته موتور جت، حلقه ابتدایی چرخ دنده، فلانج های در اتصالات لوله ای و… می توان اشاره کرد. مهم ترین اجزای نورد حلقه عبارت اند از: غلتک اصلی، غلتک قطر داخلی ( هرزگرد ) ، غلتک های راهنما و غلتک های محوری. دو مورد آخر بسته به دقت فرایند می توانند اختیاری باشند. در فرایند نورد حلقه ای با چرخش غلتک اصلی و ایجاد اصطکاک با حلقه، دوران حلقه آغاز خواهد شد. سپس با حرکت خطی غلتک هرزگرد، حلقه فشرده می شود. در نتیجه ضخامت حلقه کم شده و قطر آن افزایش خواهد یافت. از غلتک های راهنما برای کنترل گردی حلقه و عدم خروج از حالت دایره ای خود استفاده می شود. غلتک های محوری ارتفاع حلقه را کنترل می کنند که البته در محصولاتی که در آن ها نیاز به دقت بالا نباشد می توان از نصب آن ها چشم پوشی کرد. [ ۱] [ ۲]
ماشین های نورد حلقه بسته به موقعیت محورهایشان به دو گروه عمودی و افقی تقسیم بندی می گردد که ماشین ها عمودی معمولاً برای قطعات کوچک تر و با سرعت عملکرد بیشتر و نوع افقی برای قطعات با قطر و اندازه بالا بکار می روند تا ضمن اینکه ارتفاع ماشین محدودیتی در ابعاد کار گیر آن ایجاد ننماید، وزن زیاد قطعه کار باعث اعوجاج در زمان جابجا نمودن یا در حین فرایند برای قطعه کار نشود.
همچنین ماشین های نورد حلقه ای بسته به اینکه قابلیت نورد در دو طرف لبه های قطعه کار را داشته یا نداشته باشد به انواع تک مسیره و دومسیره دسته بندی می گردد. ماشین های تک مسیره که در سیر تکوین ماشین های نورد حلقه ای نوع ابتدایی تری محسوب می شوند قطعات را در جهت شعاعی نورد نموده و بر قسمت های ابتدایی و انتهایی دو سر قطعه کار کنترلی ندارند که این نقص با نصب غلتک های مخروطی در ابتدا و انتهای حلقه در حال نورد در ماشین های دومسیره رفع گردیده است. در ماشین های نورد حلقه ای عمودی که اجزای ساختاری آن با نورد حلقه ای افقی تفاوتی ندارد، تنها آرایش اجزا به شکل عمودی تبدیل می شود. در این ماشین ها معمولاً برخلاف نورد حلقه ای افقی، غلتک هرزگرد ثابت بوده و غلتک اصلی به بالا و پایین حرکت می کند. غلتک های راهنما نیز توسط پیستون های هیدرولیکی به عقب و جلو هدایت می شوند. از مزایای این ماشین ها می توان دسترسی راحت تر به محصول و هم چنین تولید مناسبت و سریع حلقه های کوچک، در مقایسه با نورد حلقه ای افقی، اشاره کرد. [ ۳]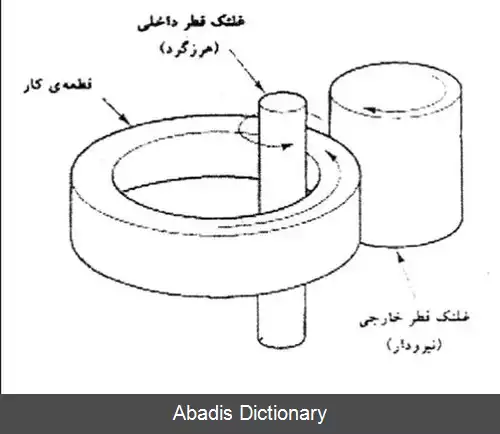
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفماشین های نورد حلقه بسته به موقعیت محورهایشان به دو گروه عمودی و افقی تقسیم بندی می گردد که ماشین ها عمودی معمولاً برای قطعات کوچک تر و با سرعت عملکرد بیشتر و نوع افقی برای قطعات با قطر و اندازه بالا بکار می روند تا ضمن اینکه ارتفاع ماشین محدودیتی در ابعاد کار گیر آن ایجاد ننماید، وزن زیاد قطعه کار باعث اعوجاج در زمان جابجا نمودن یا در حین فرایند برای قطعه کار نشود.
همچنین ماشین های نورد حلقه ای بسته به اینکه قابلیت نورد در دو طرف لبه های قطعه کار را داشته یا نداشته باشد به انواع تک مسیره و دومسیره دسته بندی می گردد. ماشین های تک مسیره که در سیر تکوین ماشین های نورد حلقه ای نوع ابتدایی تری محسوب می شوند قطعات را در جهت شعاعی نورد نموده و بر قسمت های ابتدایی و انتهایی دو سر قطعه کار کنترلی ندارند که این نقص با نصب غلتک های مخروطی در ابتدا و انتهای حلقه در حال نورد در ماشین های دومسیره رفع گردیده است. در ماشین های نورد حلقه ای عمودی که اجزای ساختاری آن با نورد حلقه ای افقی تفاوتی ندارد، تنها آرایش اجزا به شکل عمودی تبدیل می شود. در این ماشین ها معمولاً برخلاف نورد حلقه ای افقی، غلتک هرزگرد ثابت بوده و غلتک اصلی به بالا و پایین حرکت می کند. غلتک های راهنما نیز توسط پیستون های هیدرولیکی به عقب و جلو هدایت می شوند. از مزایای این ماشین ها می توان دسترسی راحت تر به محصول و هم چنین تولید مناسبت و سریع حلقه های کوچک، در مقایسه با نورد حلقه ای افقی، اشاره کرد. [ ۳]






wiki: نورد حلقه ای