
عملیات حرارتی افتراقی یا عملیات حرارتی انتخابی یا عملیات حرارتی موضعی ( به انگلیسی: Differential heat treatment ) روشی است که در حین عملیات حرارتی برای سخت کردن یا نرم کردن ناحیه مشخصی از یک شیء فولادی به کار گرفته می شود و باعث به وجود آمدن یک اختلاف در سختی این نواحی می شود. [ ۱] روش های زیادی برای ایجاد اختلاف در خواص وجود دارد، اما اغلبِ آن ها را می توان به عنوان سخت کاری موضعی یا بازپخت موضعی طبقه بندی کرد.
روش های سخت کاری موضعی شامل حرارت دهی به فلز به صورت یکنواخت تا دمای تفتیدگی، تغییر فولاد به آستنیت و سپس سرد کردن آن در نواحی مختلف می باشد که قسمتی از شیء را به مارتنزیت بسیار سخت تبدیل می کند، در حالی که مابقی آن آرام تر سرد شده و به پرلیت نرم تر تبدیل می شود. این روش ممکن است تنها شامل حرارت دهی یک بخش از شیء به صورت بسیار سریع تا دمای تفتیدگی و سپس سرد کردن سریع آن ( کوئنچ ) باشد که فقط بخشی از شیء را به مارتنزیت سخت تبدیل می کند و بقیه شیء بدون تغییر باقی می ماند.
روش های بازپخت موضعی شامل گرم کردن شیء به صورت یکنواخت تا دمای تفتیدگی و سپس کوئنچ کامل کل شیء هستند که تمام آن شیء را به مارتنزیت تبدیل می کنند. سپس شیء تا دمای بسیار کمتری حرارت داده می شود تا نرم شود ( تمپرینگ ) ، اما این حرارت دهی تنها به صورت موضعی خواهد بود که تنها بخشی از آن را نرم می سازد.
روش های سخت کاری موضعی در ابتدا در چین برای ساخت شمشیر توسعه یافت و در خاور دور از نپال تا کره و ژاپن گسترش یافت. بعدها، روش های سخت کاری سطحی از طریق حرارت دهی سریع در نواحی انتخابی و سپس کوئنچ کردن آن مثل سخت کاری شعله ای و سخت کاری القایی توسعه یافت. به هر ترتیب، روش های بازپخت موضعی ابتدائاً با آهنگران اروپایی برای ساخت ابزارهای برش شروع شد، اما برای ساخت چاقوها و قداره های نوع اروپایی نیز شروع شد. در این فرایند بعدها در بسیاری از زمینه های ساخت اشیایی که در آن ها ترکیبی از استحکام و چقرمگی ( مقاومت به ضربه ) مورد نیاز بود مورد استفاده قرار گرفت، از جمله ساخت ورق های زرهی در کشتی های جنگی اولیه.
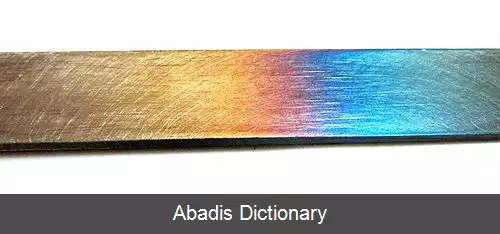
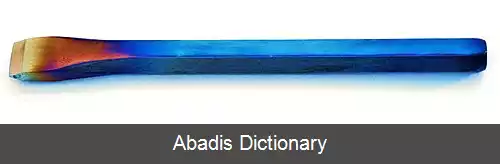
در حین عملیات حرارتی، وقتی فولاد تفتیده ( معمولاً بین ۸۲۰ تا ۸۷۰ درجه سلسیوس ) به سرعت سرد یا کوئنچ می شود، بسیار سخت می گردد، اما عمدتاً سختی زیاد باعث تردی زیاد مثل شیشه می شود.
فولاد کوئنچ شده عموماً به آرامی و به صورت یکنواخت ( معمولاً بین ۲۰۴ تا ۳۴۳ درجه سلسیوس ) در فرایندی به نام تمپرینگ حرارت دهی مجدد می شود تا فلز نرم گردد و در نتیجه چقرمگی افزایش یابد. به هر ترتیب، این گونه نرم کردن فلز گرچه شمشیر را کمتر در معرض شکستن قرار می دهد، اما لبه آن را مستعد آسیب هایی مثل کند شدن، کوبیده شدن یا تاب برداشتن می کند.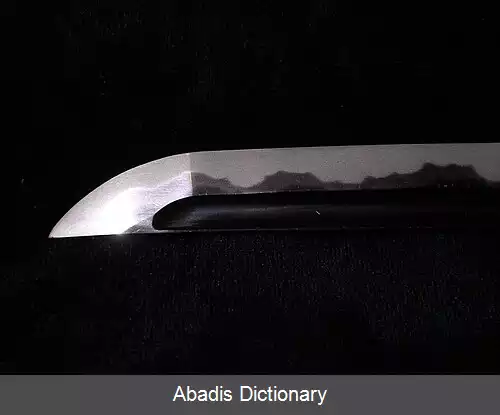
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفروش های سخت کاری موضعی شامل حرارت دهی به فلز به صورت یکنواخت تا دمای تفتیدگی، تغییر فولاد به آستنیت و سپس سرد کردن آن در نواحی مختلف می باشد که قسمتی از شیء را به مارتنزیت بسیار سخت تبدیل می کند، در حالی که مابقی آن آرام تر سرد شده و به پرلیت نرم تر تبدیل می شود. این روش ممکن است تنها شامل حرارت دهی یک بخش از شیء به صورت بسیار سریع تا دمای تفتیدگی و سپس سرد کردن سریع آن ( کوئنچ ) باشد که فقط بخشی از شیء را به مارتنزیت سخت تبدیل می کند و بقیه شیء بدون تغییر باقی می ماند.
روش های بازپخت موضعی شامل گرم کردن شیء به صورت یکنواخت تا دمای تفتیدگی و سپس کوئنچ کامل کل شیء هستند که تمام آن شیء را به مارتنزیت تبدیل می کنند. سپس شیء تا دمای بسیار کمتری حرارت داده می شود تا نرم شود ( تمپرینگ ) ، اما این حرارت دهی تنها به صورت موضعی خواهد بود که تنها بخشی از آن را نرم می سازد.
روش های سخت کاری موضعی در ابتدا در چین برای ساخت شمشیر توسعه یافت و در خاور دور از نپال تا کره و ژاپن گسترش یافت. بعدها، روش های سخت کاری سطحی از طریق حرارت دهی سریع در نواحی انتخابی و سپس کوئنچ کردن آن مثل سخت کاری شعله ای و سخت کاری القایی توسعه یافت. به هر ترتیب، روش های بازپخت موضعی ابتدائاً با آهنگران اروپایی برای ساخت ابزارهای برش شروع شد، اما برای ساخت چاقوها و قداره های نوع اروپایی نیز شروع شد. در این فرایند بعدها در بسیاری از زمینه های ساخت اشیایی که در آن ها ترکیبی از استحکام و چقرمگی ( مقاومت به ضربه ) مورد نیاز بود مورد استفاده قرار گرفت، از جمله ساخت ورق های زرهی در کشتی های جنگی اولیه.
در حین عملیات حرارتی، وقتی فولاد تفتیده ( معمولاً بین ۸۲۰ تا ۸۷۰ درجه سلسیوس ) به سرعت سرد یا کوئنچ می شود، بسیار سخت می گردد، اما عمدتاً سختی زیاد باعث تردی زیاد مثل شیشه می شود.
فولاد کوئنچ شده عموماً به آرامی و به صورت یکنواخت ( معمولاً بین ۲۰۴ تا ۳۴۳ درجه سلسیوس ) در فرایندی به نام تمپرینگ حرارت دهی مجدد می شود تا فلز نرم گردد و در نتیجه چقرمگی افزایش یابد. به هر ترتیب، این گونه نرم کردن فلز گرچه شمشیر را کمتر در معرض شکستن قرار می دهد، اما لبه آن را مستعد آسیب هایی مثل کند شدن، کوبیده شدن یا تاب برداشتن می کند.





wiki: عملیات حرارتی موضعی