
قالب گیری فشاری ( به انگلیسی: Compression molding ) یکی از روش های قالب گیری که در آن به طور کلی ابتدا مواد مورد نظر پیش گرم شده و سپس درون حفره قالب قرار داده می شوند. فک بالایی قالب همراه با فشار زیاد بسته می شود، این فشار مواد را مجبور می کند تا با همه سطح قالب در تماس باشند. همچنین ترکیب گرما و فشار همزمان کمک می کند تا مواد به آرامی سرد شده و کیفیت محصول خروجی بهتر باشد. در این فرایند معمولاً از رزین های ترموست به صورت پودر، لایه ای، ساچمه یا پیش فرم استفاده می شود.
ریخته گری فشاری یک روش حجم بالا و فشار بالایی است که مناسب برای ریخته گری های پیچیده و همچنین بهبود فایبرگلاس های استحکام بالاست. همچنین کامپوزیت های پیشرفته ترموپلاستیک نیز می توانند به صورت نوار نوار شده، پارچه های بافته شده یا رشته های قطعه قطعه شده به روش فشاری ریخته گری شوند، البته در اکثر مواقع از این روش برای مواد ترموست استفاده می شود. از مزایای این روش می توان به توانایی ریخته گری قطعات بزرگ اشاره کرد همچنین نسبت به روش های ریخته گری تزریقی و ریخته گری انتقالی قیمت پایین تری دارد. از دیگر مزایای این روش اتلاف ماده مصرفی بعد از قالب ریزی است که این مزیت وقتی ماده ریخته گری شده گران باشد اهمیت خود را نشان می دهد.
اگرچه روش ریخته گری فشاری مواد با استحکام پایین تولید می کند ، کنترل مقدار اضافات در آن دشوار است و برای موارد خاصی مناسب است، خط جوش کمتر در محصول نهایی در مقایسه با روش تزریقی قابل توجه می باشد. جنس اغلب موادی که با این روش قالب ریزی می شوند شامل: سیستم های رزین فایبرگلاس پلی استر ( SMC/BMC ) ، تورلون، وسپل، پلی ( پی پلینین سولفاید ) ( PPS ) و بسیاری از مواد ( PEEK ( Polyether ether ketone. [ ۱]
ریخته گری فشاری در ابتدا برای قالب ریزی قطعات کامپوزیتی جایگزین فلز طراحی و توسعه پیدا کرد. این روش به طور معمول برای ریخته گری صفحات بزرگ یا قطعات نسبتا خمیده مورد استفاده قرار داده می شود. از این روش به صورت گسترده در تولید قطعات خودرو مانند کاپوت های ماشین، گلگیرها و همچنین قطعات کوچکتر و پیچیده تر استفاده می شود. به این صورت که مواد داخل قالب قرار می گیرند، صفحات گرم قالب توسط جک های هیدرولیکی بسته می شوند ( در دو گونه صفحه ای و حجمی ) مواد توسط فشار و گرما تغییر شکل داده و شکل قالب را به خود می گیرند، در آخر بخش های اضافی مانند پلیسه ها بعد از مرحله خنک شدن بریده شده و قطعه نهایی آماده می شود.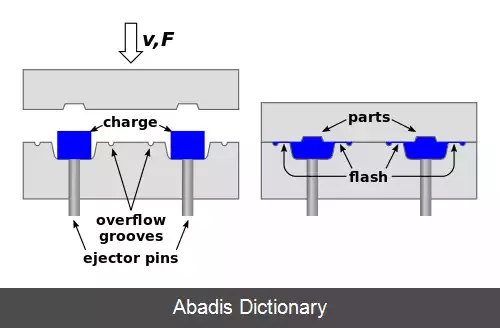

این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفریخته گری فشاری یک روش حجم بالا و فشار بالایی است که مناسب برای ریخته گری های پیچیده و همچنین بهبود فایبرگلاس های استحکام بالاست. همچنین کامپوزیت های پیشرفته ترموپلاستیک نیز می توانند به صورت نوار نوار شده، پارچه های بافته شده یا رشته های قطعه قطعه شده به روش فشاری ریخته گری شوند، البته در اکثر مواقع از این روش برای مواد ترموست استفاده می شود. از مزایای این روش می توان به توانایی ریخته گری قطعات بزرگ اشاره کرد همچنین نسبت به روش های ریخته گری تزریقی و ریخته گری انتقالی قیمت پایین تری دارد. از دیگر مزایای این روش اتلاف ماده مصرفی بعد از قالب ریزی است که این مزیت وقتی ماده ریخته گری شده گران باشد اهمیت خود را نشان می دهد.
اگرچه روش ریخته گری فشاری مواد با استحکام پایین تولید می کند ، کنترل مقدار اضافات در آن دشوار است و برای موارد خاصی مناسب است، خط جوش کمتر در محصول نهایی در مقایسه با روش تزریقی قابل توجه می باشد. جنس اغلب موادی که با این روش قالب ریزی می شوند شامل: سیستم های رزین فایبرگلاس پلی استر ( SMC/BMC ) ، تورلون، وسپل، پلی ( پی پلینین سولفاید ) ( PPS ) و بسیاری از مواد ( PEEK ( Polyether ether ketone. [ ۱]
ریخته گری فشاری در ابتدا برای قالب ریزی قطعات کامپوزیتی جایگزین فلز طراحی و توسعه پیدا کرد. این روش به طور معمول برای ریخته گری صفحات بزرگ یا قطعات نسبتا خمیده مورد استفاده قرار داده می شود. از این روش به صورت گسترده در تولید قطعات خودرو مانند کاپوت های ماشین، گلگیرها و همچنین قطعات کوچکتر و پیچیده تر استفاده می شود. به این صورت که مواد داخل قالب قرار می گیرند، صفحات گرم قالب توسط جک های هیدرولیکی بسته می شوند ( در دو گونه صفحه ای و حجمی ) مواد توسط فشار و گرما تغییر شکل داده و شکل قالب را به خود می گیرند، در آخر بخش های اضافی مانند پلیسه ها بعد از مرحله خنک شدن بریده شده و قطعه نهایی آماده می شود.


wiki: قالب گیری فشاری