
شکل دهی
فرهنگستان زبان و ادب
دانشنامه عمومی
شکل دهی (فلزکاری). شکل دهی فلزات یا فرمینگ ( به انگلیسی: Forming ) شامل گروه بزرگی از فرایندهای ساخت است که در آن از تغییر شکل پلاستیک ( خمیری ) برای تغییر شکل قطعات فلزی استفاده می شود. [ ۱]
فرایندهای شکل دهی فلزات را می توان به دو دسته اساسی طبقه بندی کرد: فرایندهای تغییر شکل توده ای و فرایندهای ورق کاری. هر دسته شامل چندین کلاس عمده از عملیات های شکل دهی است.
فرایندهای تغییر شکل توده ای به طور کلی با تغییر شکل های قابل توجه و تغییرات بزرگ در شکل مشخص می شوند که در آن نسبت سطح - به - حجم کار نسبتاً کوچک است. اصطلاح "توده" قسمت های کاری را توصیف می کند که دارای این نسبت سطح به حجم کم هستند. اشکال شروع کار برای این فرایندها شامل شمش های استوانه ای و مستطیلی می شود.
فرایند نورد یک فرایند تغییر شکل فشاری است که در آن ضخامت یک تختال یا صفحه فلزی توسط دو ابزار استوانه ای مخالف به نام «غلتک» یا «رول» کاهش می یابد. با چرخش غلتک ها صفحه به داخل کشیده شده و فشرده می شود.
در آهنگری، قطعه کار بین دو قالب مخالف فشرده می شود، به طوری که اشکال روی قالب به روی قطعه کار منتقل می شوند. آهنگری به طور سنتی یک فرایند کار گرم است، اما امروزه بسیاری از انواع آهنگری به صورت سرد نیز انجام می شود.
اکستروژن یک فرایند فشرده سازی است که در آن فلز کار به داخل دهانه یک قالب هل داده می شود و در نتیجه شکل مقطع قطعه به شکل سوراخ قالب در می آید.
در فرایند کشش، قطر یک سیم یا میلگرد با کشیدن آن از درون شکاف یک قالب کاهش می یابد.
فرایندهای ورق کاری، شامل عملیات های شکل دهی و برشکاری است که بر روی ورق ها و تسمه های فلزی انجام می شود. در این فرایندها نسبت سطح - به - حجم فلز خام اولیه زیاد است؛ و در نتیجه، این نسبت یک روش مفید برای تشخیص فرایندهای ورق کاری از فرایندهای تغییر شکل توده ای است. از آنجایی که اکثر فرایندهای ورق کاری توسط دستگاه های پرس انجام می شود، معمولاً به آن "پرس کاری" ( Pressworking ) می گویند. همچنین معمولاً به قطعه ساخته شده توسط یک عملیات ورق کاری، "Stamping" گفته می شود. [ ۱]
عملیات ورق کاری همیشه به صورت فرایند کار سرد و معمولاً با استفاده از مجموعه ای از ابزارها به نام «پانچ» و «قالب» انجام می شود. «پانچ» قسمت مثبت ( نری ) و «قالب» قسمت منفی ( مادگی ) مجموعه ابزار است. [ ۱]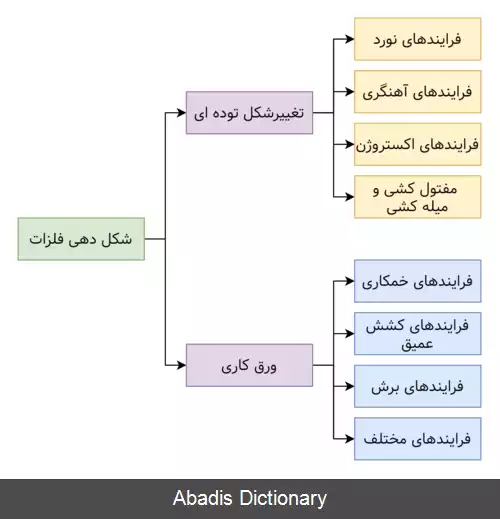
فرایندهای شکل دهی فلزات را می توان به دو دسته اساسی طبقه بندی کرد: فرایندهای تغییر شکل توده ای و فرایندهای ورق کاری. هر دسته شامل چندین کلاس عمده از عملیات های شکل دهی است.
فرایندهای تغییر شکل توده ای به طور کلی با تغییر شکل های قابل توجه و تغییرات بزرگ در شکل مشخص می شوند که در آن نسبت سطح - به - حجم کار نسبتاً کوچک است. اصطلاح "توده" قسمت های کاری را توصیف می کند که دارای این نسبت سطح به حجم کم هستند. اشکال شروع کار برای این فرایندها شامل شمش های استوانه ای و مستطیلی می شود.
فرایند نورد یک فرایند تغییر شکل فشاری است که در آن ضخامت یک تختال یا صفحه فلزی توسط دو ابزار استوانه ای مخالف به نام «غلتک» یا «رول» کاهش می یابد. با چرخش غلتک ها صفحه به داخل کشیده شده و فشرده می شود.
در آهنگری، قطعه کار بین دو قالب مخالف فشرده می شود، به طوری که اشکال روی قالب به روی قطعه کار منتقل می شوند. آهنگری به طور سنتی یک فرایند کار گرم است، اما امروزه بسیاری از انواع آهنگری به صورت سرد نیز انجام می شود.
اکستروژن یک فرایند فشرده سازی است که در آن فلز کار به داخل دهانه یک قالب هل داده می شود و در نتیجه شکل مقطع قطعه به شکل سوراخ قالب در می آید.
در فرایند کشش، قطر یک سیم یا میلگرد با کشیدن آن از درون شکاف یک قالب کاهش می یابد.
فرایندهای ورق کاری، شامل عملیات های شکل دهی و برشکاری است که بر روی ورق ها و تسمه های فلزی انجام می شود. در این فرایندها نسبت سطح - به - حجم فلز خام اولیه زیاد است؛ و در نتیجه، این نسبت یک روش مفید برای تشخیص فرایندهای ورق کاری از فرایندهای تغییر شکل توده ای است. از آنجایی که اکثر فرایندهای ورق کاری توسط دستگاه های پرس انجام می شود، معمولاً به آن "پرس کاری" ( Pressworking ) می گویند. همچنین معمولاً به قطعه ساخته شده توسط یک عملیات ورق کاری، "Stamping" گفته می شود. [ ۱]
عملیات ورق کاری همیشه به صورت فرایند کار سرد و معمولاً با استفاده از مجموعه ای از ابزارها به نام «پانچ» و «قالب» انجام می شود. «پانچ» قسمت مثبت ( نری ) و «قالب» قسمت منفی ( مادگی ) مجموعه ابزار است. [ ۱]


wiki: شکل دهی (فلزکاری)
شکل دهی (roll forming). رول فرمینگ یا شکل دهی با غلطک ( به انگلیسی: roll forming ) ، نوعی نورد است که شامل خمش مداوم یک نوار بلند از ورق فلزی ( معمولاً فولاد کلاف شده ) به سطح مقطع دلخواه است. نوار از میان مجموعه ای از رول ها که روی پایه های متوالی نصب شده اند، عبور می کند، که هر مجموعه تنها بخشی از خمش را انجام می دهد تا زمانی که سطح مقطع ( پروفایل ) مورد نظر به دست آید. رول فرمینگ برای تولید قطعات با مشخصات ثابت با طول های بلند و در مقادیر زیاد ایده آل است.
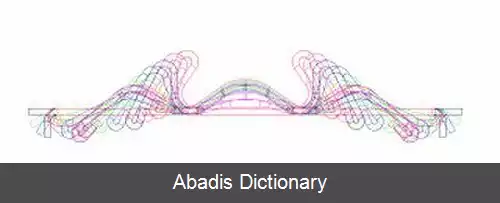
انواع پروفیل های مقطعی را می توان تولید کرد، اما هر پروفیل به مجموعه ای از ابزارهای رول به دقت ساخته شده نیاز دارد. طراحی رول ها با الگوی گل شروع می شود که به ترتیب مقطع پروفیل، یک پروفیل برای هر پایه رول است. سپس خطوط رول از پروفیل های الگوی گل استخراج می شوند. به دلیل هزینه بالای مجموعه های رول، شبیه سازی کامپیوتری اغلب برای توسعه یا تأیید طرح های رول و بهینه سازی فرایند شکل دهی برای به حداقل رساندن تعداد پایه ها و تنش های مواد در محصول نهایی استفاده می شود.
مقاطع رول فرمینگ ممکن است مزیت هایی نسبت به اکستروژن با اشکال مشابه داشته باشند. قطعات رول شده ممکن است بسیار سبک تر باشند، با دیواره های نازک تر نسبت به فرایند اکستروژن، و قوی تر باشند، زیرا در حالت سرد سخت شده اند. قطعات را می توان با روکش یا از قبل رنگ آمیزی کرد. علاوه بر این، فرایند رول سازی سریع تر است و انرژی کمتری نسبت به اکستروژن مصرف می کند. [ ۱] [ ۲]
ماشین های رول فرمینگ در دسترس هستند که با استفاده از رول های مشابه، اشکالی با اندازه ها و ضخامت های مواد مختلف تولید می کنند. تغییرات در اندازه با تغییر دادن فاصله بین رول ها با تنظیم دستی یا کنترل های کامپیوتری حاصل می شود که امکان تغییر سریع را فراهم می کند. این آسیاب های تخصصی در صنعت قاب بندی گیج سبک رایج هستند که در آن از گل میخ های فلزی و آهنگ های پروفیل ها و ضخامت های استاندارد استفاده می شود. برای مثال، یک آسیاب منفرد ممکن است قادر به تولید گل میخ های فلزی از تارهای مختلف ( به عنوان مثال ۳–۵/۸ اینچ تا ۱۴ اینچ ) ، فلنج ( به عنوان مثال ۱–۳/۸ اینچ تا ۲–۱/۲ اینچ ) و لبه ( مثلاً ابعاد ۳/۸ تا ۵/۸ اینچ ) ، گیج های مختلف ( به عنوان مثال ۲۰ تا 12 GA ) از ورق فولادی گالوانیزه باشد.
خطوط رول فرمینگ را می توان با پیکربندی های متعددی برای پانچ کردن و بریدن قطعات در یک عملیات مداوم راه اندازی کرد. برای برش یک قطعه به طول، می توان خطوط را طوری تنظیم کرد که از یک قالب پیش برش در جایی که یک قطعه خالی از روی آسیاب رول می گذرد، یا یک قالب پس از برش که در آن پروفیل پس از فرایند رول سازی قطع می شود، استفاده کرد. ویژگی ها ممکن است به شکل سوراخ، بریدگی، برجسته یا برشی با پانچ در یک خط رول فرمینگ اضافه شوند. این ویژگی های قطعه را می توان در یک برنامه پیش پانچ ( قبل از شروع رول سازی ) ، در یک برنامه پانچ خط وسط ( در وسط خط/فرایند رول سازی ) یا یک برنامه پانچ پس از پانچ ( بعد از انجام رول سازی ) انجام داد. . برخی از خطوط رول فرمینگ تنها یکی از برنامه های پانچ یا برش بالا را شامل می شوند، برخی دیگر، برخی یا همه برنامه ها را در یک خط ترکیب می کنند.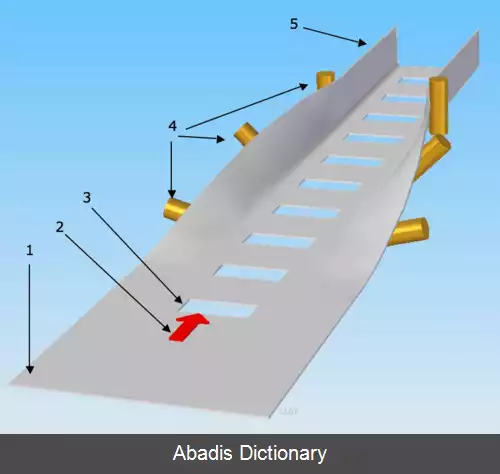
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفانواع پروفیل های مقطعی را می توان تولید کرد، اما هر پروفیل به مجموعه ای از ابزارهای رول به دقت ساخته شده نیاز دارد. طراحی رول ها با الگوی گل شروع می شود که به ترتیب مقطع پروفیل، یک پروفیل برای هر پایه رول است. سپس خطوط رول از پروفیل های الگوی گل استخراج می شوند. به دلیل هزینه بالای مجموعه های رول، شبیه سازی کامپیوتری اغلب برای توسعه یا تأیید طرح های رول و بهینه سازی فرایند شکل دهی برای به حداقل رساندن تعداد پایه ها و تنش های مواد در محصول نهایی استفاده می شود.
مقاطع رول فرمینگ ممکن است مزیت هایی نسبت به اکستروژن با اشکال مشابه داشته باشند. قطعات رول شده ممکن است بسیار سبک تر باشند، با دیواره های نازک تر نسبت به فرایند اکستروژن، و قوی تر باشند، زیرا در حالت سرد سخت شده اند. قطعات را می توان با روکش یا از قبل رنگ آمیزی کرد. علاوه بر این، فرایند رول سازی سریع تر است و انرژی کمتری نسبت به اکستروژن مصرف می کند. [ ۱] [ ۲]
ماشین های رول فرمینگ در دسترس هستند که با استفاده از رول های مشابه، اشکالی با اندازه ها و ضخامت های مواد مختلف تولید می کنند. تغییرات در اندازه با تغییر دادن فاصله بین رول ها با تنظیم دستی یا کنترل های کامپیوتری حاصل می شود که امکان تغییر سریع را فراهم می کند. این آسیاب های تخصصی در صنعت قاب بندی گیج سبک رایج هستند که در آن از گل میخ های فلزی و آهنگ های پروفیل ها و ضخامت های استاندارد استفاده می شود. برای مثال، یک آسیاب منفرد ممکن است قادر به تولید گل میخ های فلزی از تارهای مختلف ( به عنوان مثال ۳–۵/۸ اینچ تا ۱۴ اینچ ) ، فلنج ( به عنوان مثال ۱–۳/۸ اینچ تا ۲–۱/۲ اینچ ) و لبه ( مثلاً ابعاد ۳/۸ تا ۵/۸ اینچ ) ، گیج های مختلف ( به عنوان مثال ۲۰ تا 12 GA ) از ورق فولادی گالوانیزه باشد.
خطوط رول فرمینگ را می توان با پیکربندی های متعددی برای پانچ کردن و بریدن قطعات در یک عملیات مداوم راه اندازی کرد. برای برش یک قطعه به طول، می توان خطوط را طوری تنظیم کرد که از یک قالب پیش برش در جایی که یک قطعه خالی از روی آسیاب رول می گذرد، یا یک قالب پس از برش که در آن پروفیل پس از فرایند رول سازی قطع می شود، استفاده کرد. ویژگی ها ممکن است به شکل سوراخ، بریدگی، برجسته یا برشی با پانچ در یک خط رول فرمینگ اضافه شوند. این ویژگی های قطعه را می توان در یک برنامه پیش پانچ ( قبل از شروع رول سازی ) ، در یک برنامه پانچ خط وسط ( در وسط خط/فرایند رول سازی ) یا یک برنامه پانچ پس از پانچ ( بعد از انجام رول سازی ) انجام داد. . برخی از خطوط رول فرمینگ تنها یکی از برنامه های پانچ یا برش بالا را شامل می شوند، برخی دیگر، برخی یا همه برنامه ها را در یک خط ترکیب می کنند.



wiki: شکل دهی (roll forming)
مترادف ها
تجهیز، شکل دهی
شکل دهی
پیشنهاد کاربران
آرایه دهی