
سوراخ کاری دوار ( به انگلیسی: Rotary piercing ) یک فرایند فلزکاری گرم ( نورد گرم ) برای تشکیل لوله های بدون درز با دیواره ضخیم است. برای این کار دو نوع روش عمده وجود دارد.
• فرایند مانسمان ( به انگلیسی: Mannesmann process )
• فرایند استیفل ( به انگلیسی: Stiefel process )
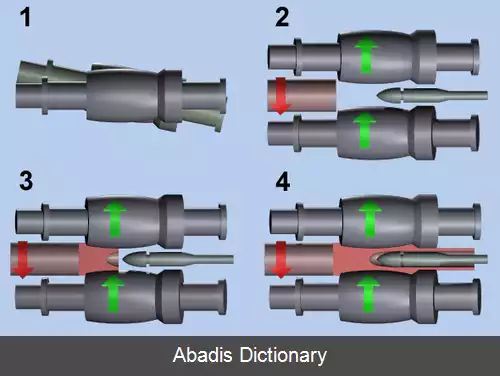
• نحوه قرار گرفتن غلطک ها
• فرایند از سمت چپ آغاز می شود.
• تنش ایجاد شده روی سطح باعث خراش و برش سطح می شود.
• در نهایت محصول از سمت راست خارج می گردد.
قطعه کار اولیه که یک شمش استوانه ای است، بین دو غلطک محدب مخروطی که هر دو در یک جهت در حال گردش می باشند قرار می گیرد ( جهت گردش استوانه خلاف جهت آن هاست ) . [ ۱] غلطک ها معمولاً با زاویه ۶ درجه نسبت به محور قطعه کار ( استوانه دوار ) به موازات هم قرار می گیرند. غلطک ها در دوطرف قطعه کار و روبروی هم قرار گرفته و سطح بزرگترین سطح مقطع آن ها، به اندازه ای کمتر از قطر خارجی قطعه کار، از یکدیگر جداشده است. به عبارت دیگر فاصله دو غلطک اندکی کمتر از قطر خارجی شمش استوانه ای است. بار اعمال شده از طرف دو غلطک فشاری بوده و ۶ درجه انحراف و چرخش در خلاف جهت قطعه کار سبب می شود تا کل شمش استوانه ای به صورت یکنواخت تحت تأثیر قرار بگیرد. اصطکاک بین غلطک و استوانه به طور عمدی زیاد در نظر گرفته می شود و گاهی اوقات برای بالا بردن اصطکاک از غلطک های دندانه دار استفاده می شود. این اصطکاک روی استوانه تنش های متفاوتی ایجاد می کند، از بیشنه تنش در قطر بیرونی تا کمینه تنش در محور مرکزی. تنش مذکور از حد تسلیم استوانه بالاتر بوده و باعث شکاف و برش روی محیط خارجی استوانه می شود؛ که در نتیجه قطر استوانه به صورت یکنواخت در طول آن کم می شود. بین دو غلطک سنبه ای ( مرغک ) در فاصلهٔ کمی از مرکز استوانه قرار گرفته و تنظیم شده است. این سمبه از طرفی باعث تثبیت استوانه شده که در محور خود مستقیم حرکت کند و از طرف دیگر باعث سوراخ شدن استوانه می شود و به گوشته استوانه از طرف داخل نیروی فشاری وارد می کند. این نیروهای فشاری سبب گرم شدن استوانه و رسیدن قطر آن به اندازه مطلوب می شوند. بعد از تشکیل قطعه آن را خنک می کنند و لوله بدون درز تشکیل شده قابلیت انجام کار سرد برای رسیدن به خواص و ابعاد مطلوب را داراست. [ ۲] با این روش می توان لوله هایی با قطر حداکثر ۳۰۰ میلی متر را تولید کرد. [ ۲]
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلف• فرایند مانسمان ( به انگلیسی: Mannesmann process )
• فرایند استیفل ( به انگلیسی: Stiefel process )
• نحوه قرار گرفتن غلطک ها
• فرایند از سمت چپ آغاز می شود.
• تنش ایجاد شده روی سطح باعث خراش و برش سطح می شود.
• در نهایت محصول از سمت راست خارج می گردد.
قطعه کار اولیه که یک شمش استوانه ای است، بین دو غلطک محدب مخروطی که هر دو در یک جهت در حال گردش می باشند قرار می گیرد ( جهت گردش استوانه خلاف جهت آن هاست ) . [ ۱] غلطک ها معمولاً با زاویه ۶ درجه نسبت به محور قطعه کار ( استوانه دوار ) به موازات هم قرار می گیرند. غلطک ها در دوطرف قطعه کار و روبروی هم قرار گرفته و سطح بزرگترین سطح مقطع آن ها، به اندازه ای کمتر از قطر خارجی قطعه کار، از یکدیگر جداشده است. به عبارت دیگر فاصله دو غلطک اندکی کمتر از قطر خارجی شمش استوانه ای است. بار اعمال شده از طرف دو غلطک فشاری بوده و ۶ درجه انحراف و چرخش در خلاف جهت قطعه کار سبب می شود تا کل شمش استوانه ای به صورت یکنواخت تحت تأثیر قرار بگیرد. اصطکاک بین غلطک و استوانه به طور عمدی زیاد در نظر گرفته می شود و گاهی اوقات برای بالا بردن اصطکاک از غلطک های دندانه دار استفاده می شود. این اصطکاک روی استوانه تنش های متفاوتی ایجاد می کند، از بیشنه تنش در قطر بیرونی تا کمینه تنش در محور مرکزی. تنش مذکور از حد تسلیم استوانه بالاتر بوده و باعث شکاف و برش روی محیط خارجی استوانه می شود؛ که در نتیجه قطر استوانه به صورت یکنواخت در طول آن کم می شود. بین دو غلطک سنبه ای ( مرغک ) در فاصلهٔ کمی از مرکز استوانه قرار گرفته و تنظیم شده است. این سمبه از طرفی باعث تثبیت استوانه شده که در محور خود مستقیم حرکت کند و از طرف دیگر باعث سوراخ شدن استوانه می شود و به گوشته استوانه از طرف داخل نیروی فشاری وارد می کند. این نیروهای فشاری سبب گرم شدن استوانه و رسیدن قطر آن به اندازه مطلوب می شوند. بعد از تشکیل قطعه آن را خنک می کنند و لوله بدون درز تشکیل شده قابلیت انجام کار سرد برای رسیدن به خواص و ابعاد مطلوب را داراست. [ ۲] با این روش می توان لوله هایی با قطر حداکثر ۳۰۰ میلی متر را تولید کرد. [ ۲]


wiki: سوراخ کاری دوار