
کشش عمیق جزو فرایندهای شکل دهی ورق محسوب می شود که در آن یک ورق فلزی با عملیات مکانیکی به شکل مطلوب می رسد. این یک فرایند تغییر شکل با حفظ مواد است. علت نامگذاری کشش «عمیق» این است که عمقی که ورق کشیده می شود بزرگتر از قطر ورق است. این فرایند ممکن است با کشش در چندین مرحله در قالب ها انجام می شود. به منطقه فلنج ( ورق در داخل قالب ) با حفظ خواص ماده، تنش کشش شعاعی و تنش فشاری مماسی وارد می شود. این تنش فشاری باعث ایجاد چروک در ورق می شود. این چین و چروک را می توان با ورق گیر کنترل کرد. ورق گیر جریان ورق به داخل قالب را کنترل می کند. بیشتر قطعاتی که از فلز ورق تولید می شوند، استوانه ای یا جعبه ای شکلند. برای مثال قابلمه ها و ماهی تابه ها، دبه های غذا و قوطی های نوشابه، لگن های آشپزخانه و مخزن سوخت های اتومبیل ها با این روش تولید می شوند. این گونه قطعات، معمولاً با فرایندی که در آن یک سنبه، یک پولک، فلز ورق تخت را به داخل حفره ماتریسی می برد تولید می شوند. اگرچه این فرایند به دلیل قطعاتی که به این وسیله تولید می شوند، اغلب کشش عمیق نامیده می شود ولی برای تولید قطعاتی که عمق کم یا متوسطی دارند نیز به کار می رود.
در روش معمول، یک پولک فلزی گرد روی دهانه ماتریسی دایره ای قرار گرفته و با یک ورق گیر، یا حلقهٔ روبنده در جای خود نگه داشته می شود. سنبه رو به پایین حرکت می کند و پولک را به داخل حفره ماتریس می فشارد و به صورت یک فنجان شکل می دهد. متغیرهای تأثیرگذار در کشش عمیق عبارتند از: خواص فلز ورق، نسبت قطر پولک به نسبت قطر سنبه، لقی بین سنبه و ماتریس، شعاع سنبه، شعاع لبه ماتریس، نیروی ورق گیر و اصطکاک و روانکاری. در خلال عملیات کشش، حرکت پولک به داخل حفره قالب، تنش های فشاری ( تنش محیطی ) را در اطراف فلنج به وجود می آورد که می خواهند هنگام کشش در فلنج، چروک ایجاد کنند. این پدیده را با فشردن یک تکه کاغذ دایره ای شکل به داخل یک حفرهٔ گرد، مانند یک لیوان آبخوری می توان نمایش داد. چروکیدگی را می توان با یک ورقگیر تحت نیروی معینی کاهش داد یا از بین برد. به منظور بهبود عملکرد، مقدار این نیرو را می توان به عنوان تابعی از مقدار پیشروی سنبه تنظیم کرد. دیواره فنجان که قبلاً شکل گرفته است، در معرض یک تنش کششی اصلی طولی، قرار می گیرد. افزایش طول، موجب می شود که دیواره فنجان نازک شود و چنانچه بیش از اندازه باشد، موجب پارگی فنجان خواهد شد. به دلیل متغیرهای زیادی که در این کار دخالت دارند، نیروی سنبه دشوار است. این نیرو با افزایش استحکام، قطر و ضخامت پولک فلز ورق افزایش می یابد. [ ۱]
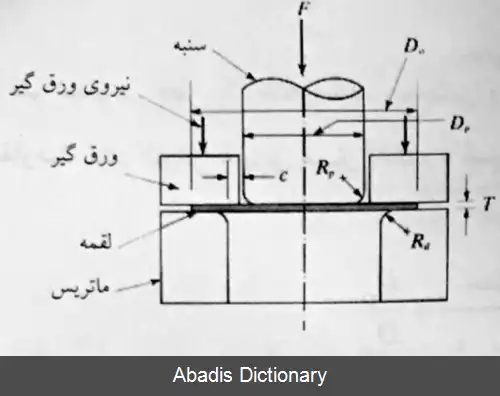
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفدر روش معمول، یک پولک فلزی گرد روی دهانه ماتریسی دایره ای قرار گرفته و با یک ورق گیر، یا حلقهٔ روبنده در جای خود نگه داشته می شود. سنبه رو به پایین حرکت می کند و پولک را به داخل حفره ماتریس می فشارد و به صورت یک فنجان شکل می دهد. متغیرهای تأثیرگذار در کشش عمیق عبارتند از: خواص فلز ورق، نسبت قطر پولک به نسبت قطر سنبه، لقی بین سنبه و ماتریس، شعاع سنبه، شعاع لبه ماتریس، نیروی ورق گیر و اصطکاک و روانکاری. در خلال عملیات کشش، حرکت پولک به داخل حفره قالب، تنش های فشاری ( تنش محیطی ) را در اطراف فلنج به وجود می آورد که می خواهند هنگام کشش در فلنج، چروک ایجاد کنند. این پدیده را با فشردن یک تکه کاغذ دایره ای شکل به داخل یک حفرهٔ گرد، مانند یک لیوان آبخوری می توان نمایش داد. چروکیدگی را می توان با یک ورقگیر تحت نیروی معینی کاهش داد یا از بین برد. به منظور بهبود عملکرد، مقدار این نیرو را می توان به عنوان تابعی از مقدار پیشروی سنبه تنظیم کرد. دیواره فنجان که قبلاً شکل گرفته است، در معرض یک تنش کششی اصلی طولی، قرار می گیرد. افزایش طول، موجب می شود که دیواره فنجان نازک شود و چنانچه بیش از اندازه باشد، موجب پارگی فنجان خواهد شد. به دلیل متغیرهای زیادی که در این کار دخالت دارند، نیروی سنبه دشوار است. این نیرو با افزایش استحکام، قطر و ضخامت پولک فلز ورق افزایش می یابد. [ ۱]



wiki: کشش عمیق