
عیب جوشکاری به هر عیب و نقصی گفته می شود که سودمندی یک جوش را به خطر بیندازد. انواع عیوب جوشکاری بسیار زیاد است. عیوب جوشکاری با توجه به استاندارد ISO 6520[ ۱] طبقه بندی می شوند در حالی که حد قابل قبول آن ها در ISO 5817[ ۲] و ISO 10042[ ۳] مشخص می شود.
با توجه به انجمن مهندسین مکانیک آمریکا ( ASME ) ، علل عیوب جوشکاری را می توان به شرح زیر تقسیم کرد: ۴۱ درصد شرایط بد فرآیند، ۳۲ درصد خطای اپراتور، ۱۲ درصد تکنیک اشتباه، ۱۰ درصد مواد مصرفی نادرست، و ۵ درصد شیارهای جوش بد. [ ۴]
مقاله اصلی: تردی هیدروژنی
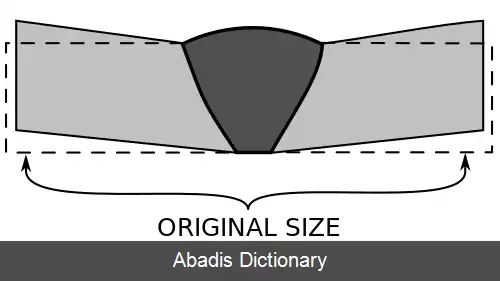
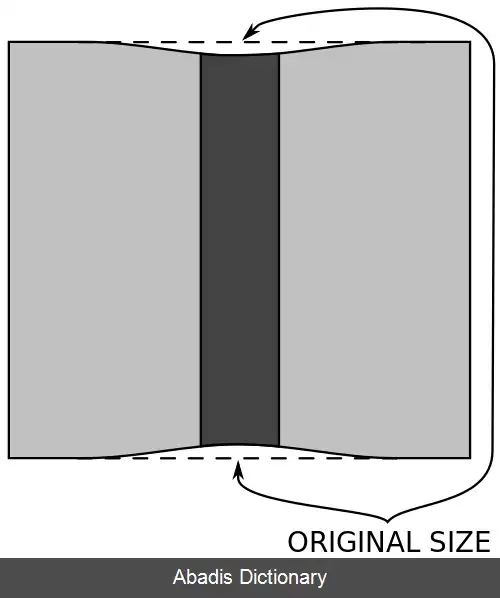
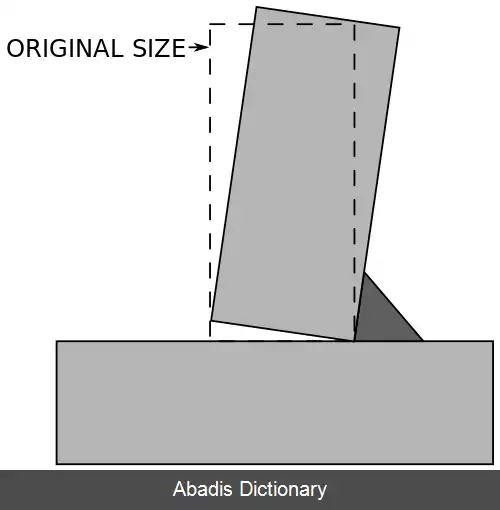
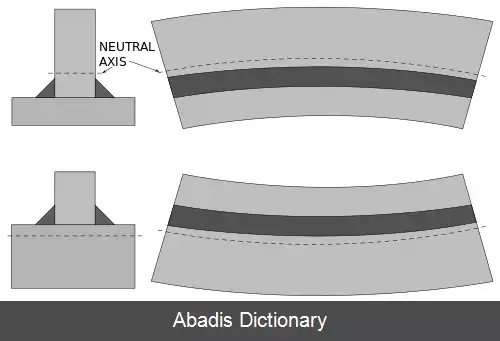
مقاله اصلی: تنش پسماند
مقدار تنشی که می تواند از جوشکاری ایجاد شود را می توان تقریباً با استفاده از فرمول زیر محاسبه کرد:[ ۵]
که در این رابطه E مدول یانگ، α ضریب انبساط حرارتی و ΔT تغییر دما است. برای فولاد این مقدار تقریباً ۳٫۵ گیگاپاسکال ( ۵۱۰٬۰۰۰ پوند بر اینچ مربع ) می باشد.
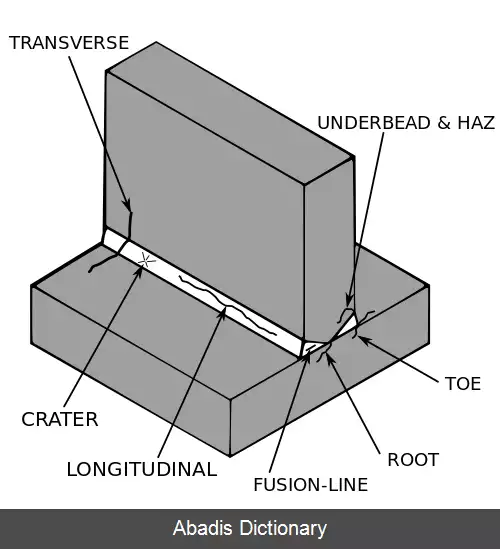
عیوب مربوط به شکستگی.
لکهٔ قوس، ناپیوستگی ناشی از یک قوس متشکل از هر فلز ذوب شدهٔ موضعی، فلزی تحت تأثیر حرارت، یا تغییر در مشخصات سطحی هر جسم فلزی است. [ ۶] لکه های قوس، منجر به حرارت موضعی فلز پایه و خنک شدن بسیار سریع می شوند. هنگامی که در خارج از ناحیهٔ موردنظر قرار می گیرند، ممکن است منجر به سخت شدن یا ترک موضعی شوند و ممکن است به عنوان مکان های بالقوه برای شروع شکستگی عمل کنند. در سازه های بارگذاری شده استاتیکی، لکه های قوس نیازی به حذف ندارند، مگر اینکه در اسناد قراردادی چنین حذفی لازم باشد. با این حال، در سازه های بارگذاری چرخه ای، احتمال دارد لکه های قوس منجر به تمرکز تنش شوند که برای قابلیت سرویس دهی چنین سازه هایی مضر است و باید بدون پستی و بلندی و صاف شوند و از نظر بصری برای وجود ترک بررسی شوند. [ ۷]
تنش های پسماند می توانند استحکام مواد پایه را کاهش دهند و از طریق ترک سرد منجر به شکست فاجعه بار گردند. ترک سرد محدود به فولادها می باشد و با تشکیل مارتنزیت هنگام سردشدن جوش همراه است. ترک در ناحیهٔ متأثر از حرارت مواد پایه رخ می دهد. برای کاهش میزان اعوجاج و تنش های پسماند، مقدار حرارت ورودی باید محدود شود و توالی جوشکاری مورد استفاده نباید مستقیماً از یک سر به سری دیگر باشد، بلکه باید در چند بخش رخ دهد. [ ۸]
ترک سرد تنها زمانی رخ می دهد که تمام پیش شرط های زیر برآورده شوند:[ ۹]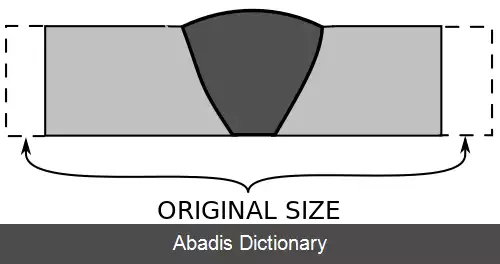
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفبا توجه به انجمن مهندسین مکانیک آمریکا ( ASME ) ، علل عیوب جوشکاری را می توان به شرح زیر تقسیم کرد: ۴۱ درصد شرایط بد فرآیند، ۳۲ درصد خطای اپراتور، ۱۲ درصد تکنیک اشتباه، ۱۰ درصد مواد مصرفی نادرست، و ۵ درصد شیارهای جوش بد. [ ۴]
مقاله اصلی: تردی هیدروژنی
مقاله اصلی: تنش پسماند
مقدار تنشی که می تواند از جوشکاری ایجاد شود را می توان تقریباً با استفاده از فرمول زیر محاسبه کرد:[ ۵]
که در این رابطه E مدول یانگ، α ضریب انبساط حرارتی و ΔT تغییر دما است. برای فولاد این مقدار تقریباً ۳٫۵ گیگاپاسکال ( ۵۱۰٬۰۰۰ پوند بر اینچ مربع ) می باشد.
عیوب مربوط به شکستگی.
لکهٔ قوس، ناپیوستگی ناشی از یک قوس متشکل از هر فلز ذوب شدهٔ موضعی، فلزی تحت تأثیر حرارت، یا تغییر در مشخصات سطحی هر جسم فلزی است. [ ۶] لکه های قوس، منجر به حرارت موضعی فلز پایه و خنک شدن بسیار سریع می شوند. هنگامی که در خارج از ناحیهٔ موردنظر قرار می گیرند، ممکن است منجر به سخت شدن یا ترک موضعی شوند و ممکن است به عنوان مکان های بالقوه برای شروع شکستگی عمل کنند. در سازه های بارگذاری شده استاتیکی، لکه های قوس نیازی به حذف ندارند، مگر اینکه در اسناد قراردادی چنین حذفی لازم باشد. با این حال، در سازه های بارگذاری چرخه ای، احتمال دارد لکه های قوس منجر به تمرکز تنش شوند که برای قابلیت سرویس دهی چنین سازه هایی مضر است و باید بدون پستی و بلندی و صاف شوند و از نظر بصری برای وجود ترک بررسی شوند. [ ۷]
تنش های پسماند می توانند استحکام مواد پایه را کاهش دهند و از طریق ترک سرد منجر به شکست فاجعه بار گردند. ترک سرد محدود به فولادها می باشد و با تشکیل مارتنزیت هنگام سردشدن جوش همراه است. ترک در ناحیهٔ متأثر از حرارت مواد پایه رخ می دهد. برای کاهش میزان اعوجاج و تنش های پسماند، مقدار حرارت ورودی باید محدود شود و توالی جوشکاری مورد استفاده نباید مستقیماً از یک سر به سری دیگر باشد، بلکه باید در چند بخش رخ دهد. [ ۸]
ترک سرد تنها زمانی رخ می دهد که تمام پیش شرط های زیر برآورده شوند:[ ۹]






wiki: نقص جوشکاری