
در ماشین کاری ، بیت ابزار یک ابزار برش غیر چرخشی است که در تراش های فلزی ، صفحه تراش و رنده ها استفاده می شود. این برش دهنده ها اغلب با نام مجموعه ابزار برش تک نقطه ای نیز شناخته می شوند که از سایر ابزارهای برش مانند اره یا برش با فشار آب متمایز می شود. تیغ برای مطابقت با یک عملیات ماشین کاری خاص درست می شود و ممکن است در صورت نیاز دوباره تیز یا تغییر شکل داده شود. قطعه ابزار در حین برش توسط نگهدارنده ابزار محکم نگه داشته می شود.
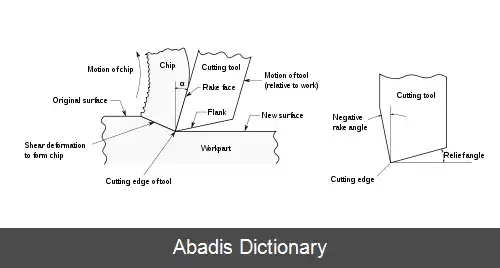
چنگک پشتی برای کمک به کنترل جهت تراشه است به دلیل اختلاف طول قسمت های بیرونی و داخلی، برش به داخل کار انحنا پیدا می کند. همچنین با کشیدن ابزار به داخل کار به خنثی کردن فشار وارده به ابزار از کار کمک می کند.
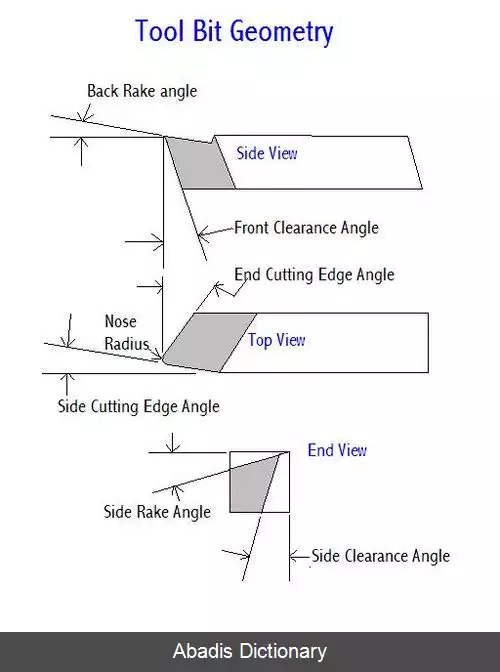
زاویه چنگک جانبی همراه با زاویه چنگک پشتی تراشه را کنترل می کند و تا حدی اصطکاک حرکت کاتر را خنثی می کند و می تواند متناسب با ماده خاصی که برش داده می شود متغیر باشد. به عنوان مثال، برنج به زاویه چنگک پشت و کناری 0 درجه نیاز دارد در حالی که آلومینیوم از زاویه چنگک پشتی 35 درجه و چنگک جانبی 15 درجه استفاده می کند.
شعاع نوک ابزار سطح برش را صاف تر می کند زیرا می تواند برش قبلی را همپوشانی کند و قله ها و دره هایی را که یک ابزار نوک تیز ایجاد می کند از بین ببرد. داشتن شعاع نوک قطعه را نیز تقویت می کند، زیرا نوک تیز کاملا شکننده است. شعاع نوک قطعه بسته به عملیات ماشینکاری مانند خشن کردن، نیمه تمام کردن یا تکمیل و همچنین بر اساس مواد تشکیل دهنده برش متفاوت است: فولاد، چدن، آلومینیوم و غیره.
تمام زوایای دیگر برای فاصله گذاری هستند تا هیچ بخشی از ابزار به جز لبه برش نتواند کار را لمس کند. زاویه فاصله از جلو معمولاً 8 درجه است در حالی که زاویه فاصله جانبی 10 - 15 درجه است.
توصیه می شود که زاوایا حداقل مقداری که کار مورد نیاز را انجام می دهند باشند، زیرا ابزار با تیزتر شدن زاوایا شکننده تر می شود و دلیل آن کاهش ساپورت در پشت لبه و کاهش توانایی جذب گرمای تولید شده توسط برش است.
زوایای چنگک در بالای ابزار برای برش لازم نیست دقیق باشد، اما برای برای زاویه چنگک پشت و کناری زاویه بهینه وجود خواهد دارد.
در اصل، تمام قطعات ابزار از فولادهای پر کربن با عملیات سخت کاری و تمپر کردن ساخته می شدند. از زمان معرفی فولاد تندبر ( HSS ) ( سالهای اولیه قرن بیستم ) ، کاربید متخلخل ( دهه 1930 ) ، برش های سرامیکی و الماسی ، این مواد به تدریج جایگزین انواع قبلی ابزار فولادی در تمام کاربردهای برش شده اند. اکثر قطعات ابزار امروزه از HSS، فولاد کبالت یا کاربید ساخته می شوند.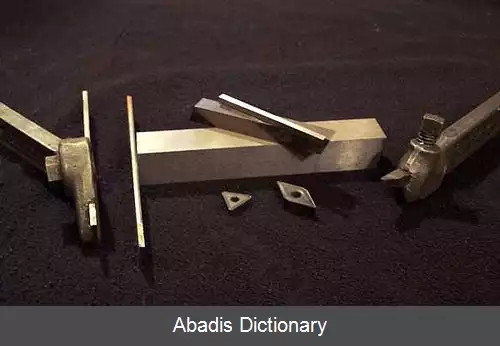
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفچنگک پشتی برای کمک به کنترل جهت تراشه است به دلیل اختلاف طول قسمت های بیرونی و داخلی، برش به داخل کار انحنا پیدا می کند. همچنین با کشیدن ابزار به داخل کار به خنثی کردن فشار وارده به ابزار از کار کمک می کند.
زاویه چنگک جانبی همراه با زاویه چنگک پشتی تراشه را کنترل می کند و تا حدی اصطکاک حرکت کاتر را خنثی می کند و می تواند متناسب با ماده خاصی که برش داده می شود متغیر باشد. به عنوان مثال، برنج به زاویه چنگک پشت و کناری 0 درجه نیاز دارد در حالی که آلومینیوم از زاویه چنگک پشتی 35 درجه و چنگک جانبی 15 درجه استفاده می کند.
شعاع نوک ابزار سطح برش را صاف تر می کند زیرا می تواند برش قبلی را همپوشانی کند و قله ها و دره هایی را که یک ابزار نوک تیز ایجاد می کند از بین ببرد. داشتن شعاع نوک قطعه را نیز تقویت می کند، زیرا نوک تیز کاملا شکننده است. شعاع نوک قطعه بسته به عملیات ماشینکاری مانند خشن کردن، نیمه تمام کردن یا تکمیل و همچنین بر اساس مواد تشکیل دهنده برش متفاوت است: فولاد، چدن، آلومینیوم و غیره.
تمام زوایای دیگر برای فاصله گذاری هستند تا هیچ بخشی از ابزار به جز لبه برش نتواند کار را لمس کند. زاویه فاصله از جلو معمولاً 8 درجه است در حالی که زاویه فاصله جانبی 10 - 15 درجه است.
توصیه می شود که زاوایا حداقل مقداری که کار مورد نیاز را انجام می دهند باشند، زیرا ابزار با تیزتر شدن زاوایا شکننده تر می شود و دلیل آن کاهش ساپورت در پشت لبه و کاهش توانایی جذب گرمای تولید شده توسط برش است.
زوایای چنگک در بالای ابزار برای برش لازم نیست دقیق باشد، اما برای برای زاویه چنگک پشت و کناری زاویه بهینه وجود خواهد دارد.
در اصل، تمام قطعات ابزار از فولادهای پر کربن با عملیات سخت کاری و تمپر کردن ساخته می شدند. از زمان معرفی فولاد تندبر ( HSS ) ( سالهای اولیه قرن بیستم ) ، کاربید متخلخل ( دهه 1930 ) ، برش های سرامیکی و الماسی ، این مواد به تدریج جایگزین انواع قبلی ابزار فولادی در تمام کاربردهای برش شده اند. اکثر قطعات ابزار امروزه از HSS، فولاد کبالت یا کاربید ساخته می شوند.




wiki: قطعه ابزار