
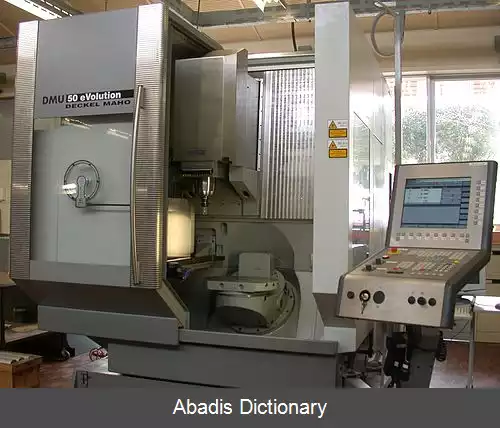
شکل دهی تدریجی ورق که گاهی اوقات در فارسی از آن به عنوان شکل دهی افزایشی ورق نیز یاد می شود، یکی از تکنیک های شکل دهی ورق های فلزی است که در آن به صورت تدریجی و با اعمال یک سری از تغییر شکل های کوچک، ورق به شکل نهایی درآورده می شود. اما تحقیقات علمی جدید نشانگر این است که این روش را می توان به پلیمرها و کامپوزیت ها اعمال کرد. معمولاً ورق مورد نظر، توسط ابزاری با نوک گرد به شعاع ۵ تا ۲۰ میلی متر فرم داده می شود. ابزار معمولاً به دستگاه های ماشین کاری کنترل عددی یا به بازوی ربات متصل می شود. با افزایش درجات آزادی ربات یا دستگاه ماشین کاری کنترل عددی بر دقت قطعه کار نهایی افزوده می شود. در هر مرتبه معمولاً یک میلی متر به قطعه کار ورقی نفوذ می کند و کانتور مورد نظر را برای ایجاد شکل مورد نظر پیروی می کند. در مرحله بعدی دوباره به اندازه مورد نیاز نفوذ کرده و کانتور بعدی را پیروی می کند. این کار تا آن جایی ادامه می یابد که شکل نهایی قطعه کار مورد نظر روی ورق ایجاد شود. البته لازم است ذکر شود که این روش به صورت سنتی و به عنوان یک صنعت - هنر در ایران رایج است و ابزار را در دست نگه می دارند و با ضربه های کوچک چکش بر ابزار شکل مورد نظر را بر روی ورق مسی ایجاد می کنند. شکل دهی تدریجی ورق را با توجه به شرایط ابزار و پشتیبان و همچنین تعداد نقطه های تماس بین ابزار، ورق و قالب ( در صورت وجود ) می توان به انواع مختلف تقسیم کرد. واژهٔ شکل دهی تدریجی یک نقطه ای هنگامی بکار می رود که در سمت دیگر ورق ابزار پشتیبان یا قالب حضور ندارد. شکل دهی تدریجی دو نقطه ای نیز به حالتی اطلاق می کند که در آن از ابزار دوم در سمت دیگر ورق برای افزایش دقت ورق استفاده می شود. در نوع سوم فرایند نیز حالت منفی قطعه کار روی قالب پشتیبان ایجاد می شود.
به این علت که فرایند به صورت کامل توسط دستگاه کنترل عددی اجرا می شود، برخلاف روش های شکل دهی ورق سنتی، نیازی به قالب نیست. در نتیجه به علت حذف قالب و کاهش هزینهٔ اولیه، قیمت قطعه کار نهایی در تولید تکی یا دسته ای کاهش قابل توجهی دارد. با این حال، در نرخ تولید انبوه با توجه به کاهش زمان در روش های شکل دهی سنتی و تقسیم هزینه قالب بر تعداد قطعه کار زیاد، استفاده از قالب و روش های شکل دهی سنتی توجیه پذیرتر است. تحقیقات علمی بیانگر این است که در ورق های فلزی با کاهش مساحت ناحیه تغییر شکل و منطقه ای شدن آن، فرم پذیری ورق بهبود می یابد. برای مثال محققان بسیاری گزارش کرده اند که شکل پذیری در فرایند شکل دهی تدریجی ورق نسبت به فرایند کشش عمیق بهتر است. [ ۱] در سمت مقابل، فرایند شکل دهی تدریجی ورق مخصوصاً در حالت یک نقطه ای دقت کمتری دارد. [ ۲]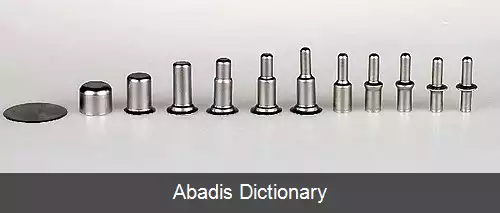
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفبه این علت که فرایند به صورت کامل توسط دستگاه کنترل عددی اجرا می شود، برخلاف روش های شکل دهی ورق سنتی، نیازی به قالب نیست. در نتیجه به علت حذف قالب و کاهش هزینهٔ اولیه، قیمت قطعه کار نهایی در تولید تکی یا دسته ای کاهش قابل توجهی دارد. با این حال، در نرخ تولید انبوه با توجه به کاهش زمان در روش های شکل دهی سنتی و تقسیم هزینه قالب بر تعداد قطعه کار زیاد، استفاده از قالب و روش های شکل دهی سنتی توجیه پذیرتر است. تحقیقات علمی بیانگر این است که در ورق های فلزی با کاهش مساحت ناحیه تغییر شکل و منطقه ای شدن آن، فرم پذیری ورق بهبود می یابد. برای مثال محققان بسیاری گزارش کرده اند که شکل پذیری در فرایند شکل دهی تدریجی ورق نسبت به فرایند کشش عمیق بهتر است. [ ۱] در سمت مقابل، فرایند شکل دهی تدریجی ورق مخصوصاً در حالت یک نقطه ای دقت کمتری دارد. [ ۲]


wiki: شکل دهی تدریجی ورق