
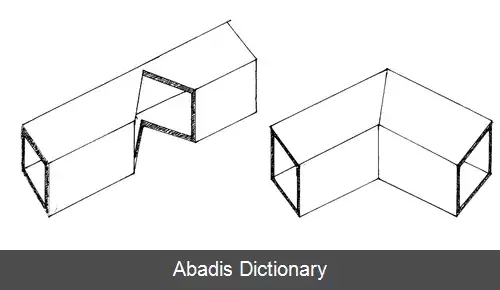
ناچ کردن، شکاف کاری یا شکاف دهی به فرایند برش فلز به منظور ایجاد شکاف گفته می شود که به طور مخصوص برای روی میله و لوله مورد استفاده می باشد. ایجاد شکاف با استفاده از دو فرایند برش و پرس کاری صورت می گیرد. در مرحله اول قطعه مورد نظر که توسط منگنه به دستگاه متصل می شود برای برش صحیح و دقیق نگهداشتن ورق و همچنین تنظیم دقیق آن حایز اهمیت است بنابراین وجود نگهدارنده های ورق در گیوتین از وسایل ضروری بشمار می آید. سپس با انجام عمل برش عمودی رو به پایین همزمان با عمل پرس، شکاف یا سوراخ مورد نظر بدست می آید. معمولاً هدف ایجاد شکاف می باشد اما گاهی پیش می آید که ایجاد شکاف پیش زمینه ای به خاطر سهولت فرایندهای بعدی که قرار است بر روی قطعه پیاده شود، انجام می شود. به طور مثال ایجاد خم در گوشه اتصال دو لوله به صورت تی شکل تنها با ایجاد شکاف اولیه بر روی لوله ها مسیر خواهد بود.
شکاف کاری به عبارتی ترکیبی از قیچی کاری و پرسکاری می باشد که یکی از فرایندهای مکانیکی برش است. با تفاوت اینکه مصرف انرژی کمتر بوده و برش ایجاد شده به دلیل حرکت عمودی ناشی از وزن قسمت متحرک دستگاه بوده و موجب می شود این فرایند کم هزینه باشد. معمولاً کارگاه های کوچک تر یا ساخت و ساز های ساده، انجام شکافکاری و سوراخ کاری به روش برشی عمودی را به پرس منگنه که هزینه بسیار بیشتری دارد را ترجیح می دهند و قسمت هایی از کار خود را که ابعاد کوچکتری دارد، به کارگاه های شکافکاری می سپارند.
البته باید توجه داشت ایجاد تغییرات بر لوله های بسیار بزرگ یا سنگین به روش شکاف کاری یا حتی برش کاری با دستگاه معمولی امکان پذیر نیست و این روش ها تنها برای قطعات کوچک قابل استفاده است. به همین جهت برای قطعات سنگین و بزرگ باید از برش پلاسما که در آن یک گاز نجیب ( در برخی موارد هوای فشرده ) با سرعت بالا از نازل دمیده شده و در همان لحظه یک قوس الکتریکی ( Electrical ARC ) بین گاز در سر نازل با سطح برش ایجاد می گردد وگاز به حالت پلاسما می رود. پلاسما به اندازه کافی گرم است تا فلز را ذوب کند و برش صورت می پذیرد. قابل ذکر است که اولین ابزار پانچ و برش لوله در شیکاگو آمریکا توسط جولیوس وگل اختراع شد که در سال ۱۹۳۸ توانست حق ثبت اختراع خود را دریافت کند. [ ۱]
دقت عمل بریدگی و ایجاد شکاف به طور متوسط بسیار مناسب است اما باید توجه داشت نیازمند رسیدگی و بررسی، هنگام خروج از زیر پرس می باشد.
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفشکاف کاری به عبارتی ترکیبی از قیچی کاری و پرسکاری می باشد که یکی از فرایندهای مکانیکی برش است. با تفاوت اینکه مصرف انرژی کمتر بوده و برش ایجاد شده به دلیل حرکت عمودی ناشی از وزن قسمت متحرک دستگاه بوده و موجب می شود این فرایند کم هزینه باشد. معمولاً کارگاه های کوچک تر یا ساخت و ساز های ساده، انجام شکافکاری و سوراخ کاری به روش برشی عمودی را به پرس منگنه که هزینه بسیار بیشتری دارد را ترجیح می دهند و قسمت هایی از کار خود را که ابعاد کوچکتری دارد، به کارگاه های شکافکاری می سپارند.
البته باید توجه داشت ایجاد تغییرات بر لوله های بسیار بزرگ یا سنگین به روش شکاف کاری یا حتی برش کاری با دستگاه معمولی امکان پذیر نیست و این روش ها تنها برای قطعات کوچک قابل استفاده است. به همین جهت برای قطعات سنگین و بزرگ باید از برش پلاسما که در آن یک گاز نجیب ( در برخی موارد هوای فشرده ) با سرعت بالا از نازل دمیده شده و در همان لحظه یک قوس الکتریکی ( Electrical ARC ) بین گاز در سر نازل با سطح برش ایجاد می گردد وگاز به حالت پلاسما می رود. پلاسما به اندازه کافی گرم است تا فلز را ذوب کند و برش صورت می پذیرد. قابل ذکر است که اولین ابزار پانچ و برش لوله در شیکاگو آمریکا توسط جولیوس وگل اختراع شد که در سال ۱۹۳۸ توانست حق ثبت اختراع خود را دریافت کند. [ ۱]
دقت عمل بریدگی و ایجاد شکاف به طور متوسط بسیار مناسب است اما باید توجه داشت نیازمند رسیدگی و بررسی، هنگام خروج از زیر پرس می باشد.


wiki: شکاف کاری