
سنگ کشی مسطح ( به انگلیسی: Flat honing ) یک فرایند سنگ کشی فلزکاری است که برای تهیه سطوح صاف با کیفیت بالا و اصلاح دقت ابعادی استفاده می شود. این فرایند ترکیبی از سرعت سنگ کشی یا تراشکاری با دقت لیسه زنی است. همچنین تحت اصطلاح لیسه زنی با سرعت بالا و سنگ کشی با دقت بالا شناخته می شود. [ ۱]
این اصطلاح از تراشیدن استوانه ها و سوراخ ها گرفته شده است. در این فرایند قطعه ای با سطح صاف تهیه می شود، از این رو کلمه مسطح ( به انگلیسی: flat ) به کار می رود و از کلمه سنگ کشی ( به انگلیسی: honing ) استفاده می شود چون سرعت برش در مقایسه با سنگ کشی کم است. ساینده ثابت باعث ایجاد دقت بالاتر و ظاهر براق در سطح پایانی می شود. گاهی به این فرایند سنگ کشی ریز یا سنگ کشی سطحی با استفاده از دینامیک سیاره ای نیز می گویند.
این فناوری نسبتاً جدید به حساب می آید و در دهه ۱۹۸۰ ظاهر شده است. در صنعت، سنگ کشی مسطح با سرعت فزاینده ای جایگزین لیسه زنی برخی ازکاربردها می شود. فرایند سنگ کشی مسطح نتیجه ای معادل با همان کیفیت را می دهد، اما کاهش قابل توجهی در هزینه های تولید هر قطعه در پی دارد. این فرایند بدون لرزش و بسیار صلب است. علاوه بر افزایش سرعت و از بین بردن ماده از هر دو طرف به طور همزمان، هر گونه تنش داخلی مانند خم شدن را نیز از بین می برد. سرانجام، سایش ۱۰–۲۰ برابر سریعتر از لپینگ سنتی اتفاق می افتد. [ ۲] کاهش زمان فرایند و سهولت تمیز کردن قطعهٔ کارشده باعث کم شدن هزینه ها می شود. در این فرایند رعایت نسبت بهینه بین طول سنگ سنگ کشی و عمق سوراخ قطعه کار اهمیت بسیاری دارد. واحد سنجش دقت این فرایند میکرومتر است و برای قطر بین ۱ تا ۲۰۰۰ میلی متر و طول ۲۴ متر قابل اجرا می باشد. [ ۳]
با این وجود، بیشتر قطعات به طور مستقیم و بدون هیچ عملیاتی ( تف جوشی، تزریق، پانچ، اره کاری یا موارد مشابه ) با تحمل و دقت بسیار بالا ( صافی و زبری ) خود به خود پردازش می شوند. [ ۴]
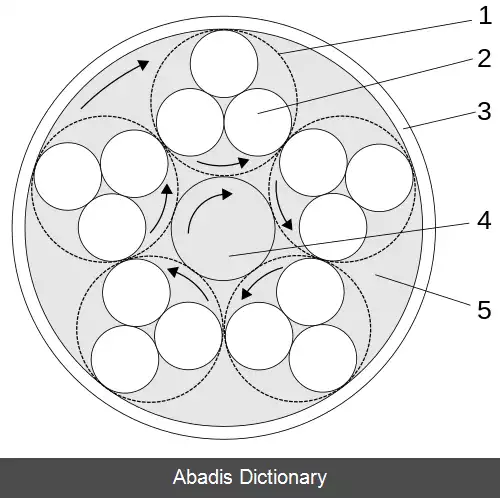
حذف مواد با استفاده از لبه های برشی که از لحاظ هندسی تعریف نشده اند ( دانه بند ) و در چرخ های بزرگ کار با یک لایه نازک ساینده نگه داشته می شوند، انجام می شود. قطعه های کار در حامل های دندانه دار ( پلاستیک، فولاد ) نگهداری می شوند که توسط دو حلقه پین افقی هدایت می شوند. سطح کامل قطعه کار در تماس مداوم با یک چرخ ساینده است. [ ۵] هر قطعه درون یک صفحه نگهدارنده کار نگه داشته می شود. پس از بارگیری تمام قطعات، سیلندر چرخ بالایی را در تماس مستقیم با قطعه های کار در ضخامت مورد نظر پایین می آورد. همان طور که چرخ پایین و چرخ بالا به طور مستقل می چرخند، صفحات نگهدارنده کار نیز مانند اسپیروگراف در امتداد پین های داخلی و خارجی می چرخند و یک صفحهٔ کاملاً یکنواخت ایجاد می کنند. چرخ کار و حامل ها توسط حرکت های نسبی مختلف بین قطعه کار و چرخ ساینده هدایت می شوند. [ ۲] چرخش حلقه پین داخلی در برابر چرخ کار باعث ایجاد براده می شود. خود عملیات به طور مداوم ( بیشتر با روغن ) شستشو می شود تا اطمینان حاصل شود که چرخ کار تمیز به لجن سنگ کشی آلوده نمی شود.
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفاین اصطلاح از تراشیدن استوانه ها و سوراخ ها گرفته شده است. در این فرایند قطعه ای با سطح صاف تهیه می شود، از این رو کلمه مسطح ( به انگلیسی: flat ) به کار می رود و از کلمه سنگ کشی ( به انگلیسی: honing ) استفاده می شود چون سرعت برش در مقایسه با سنگ کشی کم است. ساینده ثابت باعث ایجاد دقت بالاتر و ظاهر براق در سطح پایانی می شود. گاهی به این فرایند سنگ کشی ریز یا سنگ کشی سطحی با استفاده از دینامیک سیاره ای نیز می گویند.
این فناوری نسبتاً جدید به حساب می آید و در دهه ۱۹۸۰ ظاهر شده است. در صنعت، سنگ کشی مسطح با سرعت فزاینده ای جایگزین لیسه زنی برخی ازکاربردها می شود. فرایند سنگ کشی مسطح نتیجه ای معادل با همان کیفیت را می دهد، اما کاهش قابل توجهی در هزینه های تولید هر قطعه در پی دارد. این فرایند بدون لرزش و بسیار صلب است. علاوه بر افزایش سرعت و از بین بردن ماده از هر دو طرف به طور همزمان، هر گونه تنش داخلی مانند خم شدن را نیز از بین می برد. سرانجام، سایش ۱۰–۲۰ برابر سریعتر از لپینگ سنتی اتفاق می افتد. [ ۲] کاهش زمان فرایند و سهولت تمیز کردن قطعهٔ کارشده باعث کم شدن هزینه ها می شود. در این فرایند رعایت نسبت بهینه بین طول سنگ سنگ کشی و عمق سوراخ قطعه کار اهمیت بسیاری دارد. واحد سنجش دقت این فرایند میکرومتر است و برای قطر بین ۱ تا ۲۰۰۰ میلی متر و طول ۲۴ متر قابل اجرا می باشد. [ ۳]
با این وجود، بیشتر قطعات به طور مستقیم و بدون هیچ عملیاتی ( تف جوشی، تزریق، پانچ، اره کاری یا موارد مشابه ) با تحمل و دقت بسیار بالا ( صافی و زبری ) خود به خود پردازش می شوند. [ ۴]
حذف مواد با استفاده از لبه های برشی که از لحاظ هندسی تعریف نشده اند ( دانه بند ) و در چرخ های بزرگ کار با یک لایه نازک ساینده نگه داشته می شوند، انجام می شود. قطعه های کار در حامل های دندانه دار ( پلاستیک، فولاد ) نگهداری می شوند که توسط دو حلقه پین افقی هدایت می شوند. سطح کامل قطعه کار در تماس مداوم با یک چرخ ساینده است. [ ۵] هر قطعه درون یک صفحه نگهدارنده کار نگه داشته می شود. پس از بارگیری تمام قطعات، سیلندر چرخ بالایی را در تماس مستقیم با قطعه های کار در ضخامت مورد نظر پایین می آورد. همان طور که چرخ پایین و چرخ بالا به طور مستقل می چرخند، صفحات نگهدارنده کار نیز مانند اسپیروگراف در امتداد پین های داخلی و خارجی می چرخند و یک صفحهٔ کاملاً یکنواخت ایجاد می کنند. چرخ کار و حامل ها توسط حرکت های نسبی مختلف بین قطعه کار و چرخ ساینده هدایت می شوند. [ ۲] چرخش حلقه پین داخلی در برابر چرخ کار باعث ایجاد براده می شود. خود عملیات به طور مداوم ( بیشتر با روغن ) شستشو می شود تا اطمینان حاصل شود که چرخ کار تمیز به لجن سنگ کشی آلوده نمی شود.


wiki: سنگ کشی مسطح