
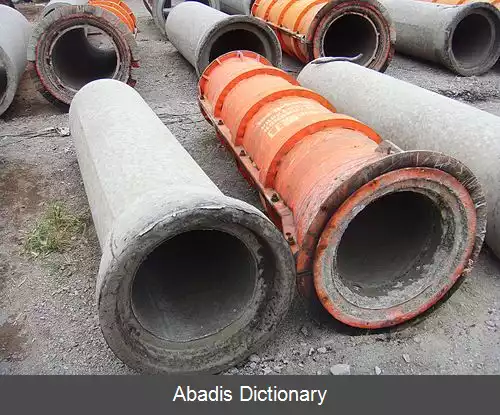
ریخته گری گریز از مرکز ( به انگلیسی: Centrifugal Casting ) یکی از روش های معمول در تولید لوله های فلزی است. در این روش از یک قالب چرخنده برای شکل دهی استفاده می شود. اغلب پروفیل لوله ها و به طور کلی اشکال تولید شده به این روش دایره ای هستند، ولی برای تولید پروفیل های شش گوش و متقارن کاربرد دارد. نخستین استفاده از این روش مربوط به اوایل قرن نوزدهم میلادی و کشور انگلستان است که در آن زمان برای تولید لوله های چدنی توسط Anthony Eckhard مورد استفاده قرار گرفت.
در ابتدا فلز مذاب به درون قالب دوار ریخته می شود، سپس با توجه به وارد آمدن نیروی گریز از مرکز به فلز مذاب به سمت بیرونی قالب متمایل می شود. اکنون فرایند انجماد از دیوارهٔ قالب شروع می شود و این گونه نیروی گریز از مرکز با راندن مذاب به سمت دیواره قالب باعث شکل گیری انجماد و شکل دهی حلقوی به فلز می نماید. لازم است ذکر شود در این فرایند از هیچ گونه ماهیچه داخلی برای شکل دهی به مذاب استفاده نمی شود؛ همچنین با توجه به خاصیت فرایند در این روش برای ریخته گری مذاب از راهگاه هم استفاده نمی شود.
بدیهی است که ضخامت نهایی دیواره تولیدی هم تابعی از حجم مذاب اولیهٔ ورودی است. در این روش ریخته گری به خاطر عمل چرخش و اختلاف چگالی بین ناخالصی ها و مذاب فلز اصلی مورد نظر، ناخالصی ها همه روی سطح لوله جمع می شوند و به سادگی با یک ماشین کاری قابل برداشت می باشند. در فرایند ریخته گری برای تولید ضخامت های بالا یک تغییر کوچکی در فرایند به وجود می آید و آن این است که فرایند انجماد از هر دو سو، یعنی درون لوله به بیرون آن و بیرون به سمت درون شروع می شود و در این مورد چون احتمال به وجود آمدن مک کمی بالا می رود از هیترهایی جهت گرم کردن سطح داخلی استفاده می شود که این کار باعث می شود انجماد از بخش بیرونی شروع شود.
در واقع سیستم از یک منبع ریختن مذاب، اریفیس ( جهت جاری شدن تدریجی مذاب از منبع ریخته گری به قالب در حال چرخش ) ، قالب در حال چرخش، چرخ های گردانندهٔ قالب که هم در زیر و هم در روی آن هستند و یک موتور برای ایجاد توان لازم برای حرکات قالب.
• تعداد قابل توجهی از اجزای استوانه ای را می توان با این روش تولید نمود
• دقت ابعادی مناسبی دارد همچنین قطعه تولید شده از درستی و اعتبار خوبی برخوردار است
• عدم نیاز به تمیزکاری پس از ریخته گری ( البته اگر نیاز به شکل دقیقی وجود داشته باشد، قطعه به تمیزکاری نیاز پیدا می کند )
• کاهش استفاده از ماهیچه گذاری و ایجاد راهگاه در ریخته گری
• خواص مکانیکی بسیار خوبی را می توان در قطعات تولید شده به این روش یافت
• عیب های به دام افتادن هوا و ایجاد حفره در این روش ریخته گری بسیار ناچیز است؛ علت اصلی این مسئله جدایش گازها به سبب سرعت دورانی می باشد.
• به دلیل شکل گیری خوب دانه ها در سطح خارجی قطعه مقاومت به خوردگی ( corrosion resistance ) آن بسیار بالا می باشد.
• امکان تولید قطعات با تیراژ بالا با راندمان ریخته گری بالا در حدود نود و پنج درصد.
• امکان ریخته گری فلزات با وزن مخصوص بالا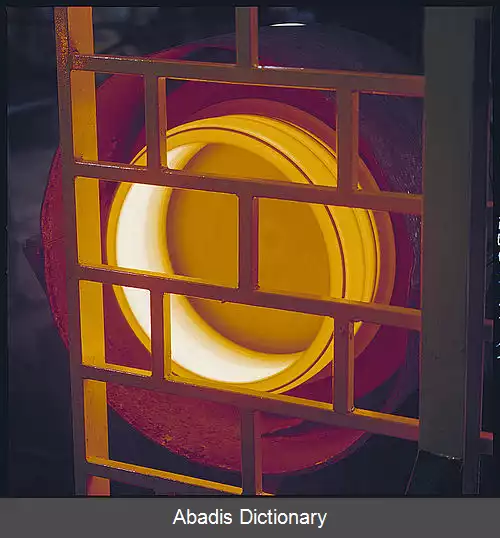
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفدر ابتدا فلز مذاب به درون قالب دوار ریخته می شود، سپس با توجه به وارد آمدن نیروی گریز از مرکز به فلز مذاب به سمت بیرونی قالب متمایل می شود. اکنون فرایند انجماد از دیوارهٔ قالب شروع می شود و این گونه نیروی گریز از مرکز با راندن مذاب به سمت دیواره قالب باعث شکل گیری انجماد و شکل دهی حلقوی به فلز می نماید. لازم است ذکر شود در این فرایند از هیچ گونه ماهیچه داخلی برای شکل دهی به مذاب استفاده نمی شود؛ همچنین با توجه به خاصیت فرایند در این روش برای ریخته گری مذاب از راهگاه هم استفاده نمی شود.
بدیهی است که ضخامت نهایی دیواره تولیدی هم تابعی از حجم مذاب اولیهٔ ورودی است. در این روش ریخته گری به خاطر عمل چرخش و اختلاف چگالی بین ناخالصی ها و مذاب فلز اصلی مورد نظر، ناخالصی ها همه روی سطح لوله جمع می شوند و به سادگی با یک ماشین کاری قابل برداشت می باشند. در فرایند ریخته گری برای تولید ضخامت های بالا یک تغییر کوچکی در فرایند به وجود می آید و آن این است که فرایند انجماد از هر دو سو، یعنی درون لوله به بیرون آن و بیرون به سمت درون شروع می شود و در این مورد چون احتمال به وجود آمدن مک کمی بالا می رود از هیترهایی جهت گرم کردن سطح داخلی استفاده می شود که این کار باعث می شود انجماد از بخش بیرونی شروع شود.
در واقع سیستم از یک منبع ریختن مذاب، اریفیس ( جهت جاری شدن تدریجی مذاب از منبع ریخته گری به قالب در حال چرخش ) ، قالب در حال چرخش، چرخ های گردانندهٔ قالب که هم در زیر و هم در روی آن هستند و یک موتور برای ایجاد توان لازم برای حرکات قالب.
• تعداد قابل توجهی از اجزای استوانه ای را می توان با این روش تولید نمود
• دقت ابعادی مناسبی دارد همچنین قطعه تولید شده از درستی و اعتبار خوبی برخوردار است
• عدم نیاز به تمیزکاری پس از ریخته گری ( البته اگر نیاز به شکل دقیقی وجود داشته باشد، قطعه به تمیزکاری نیاز پیدا می کند )
• کاهش استفاده از ماهیچه گذاری و ایجاد راهگاه در ریخته گری
• خواص مکانیکی بسیار خوبی را می توان در قطعات تولید شده به این روش یافت
• عیب های به دام افتادن هوا و ایجاد حفره در این روش ریخته گری بسیار ناچیز است؛ علت اصلی این مسئله جدایش گازها به سبب سرعت دورانی می باشد.
• به دلیل شکل گیری خوب دانه ها در سطح خارجی قطعه مقاومت به خوردگی ( corrosion resistance ) آن بسیار بالا می باشد.
• امکان تولید قطعات با تیراژ بالا با راندمان ریخته گری بالا در حدود نود و پنج درصد.
• امکان ریخته گری فلزات با وزن مخصوص بالا


wiki: ریخته گری گریز از مرکز