
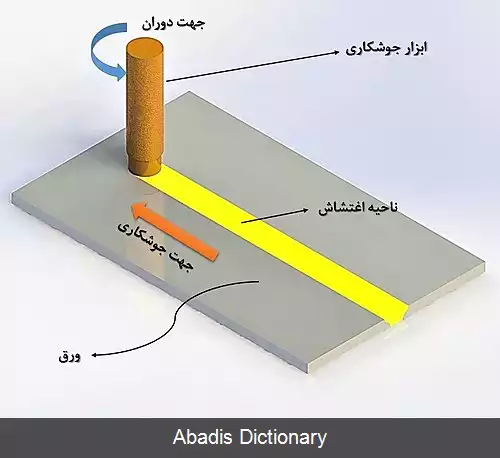
جوشکاری هم زن اصطکاکی ( به انگلیسی: Friction stir welding ) روش اتصال حالت - جامدی ( غیر ذوبی ) است که در آن از یک ابزار غیرمصرف شونده برای اتصال دو صفحه در کنار هم، بدون ذوب کردن آنها استفاده می شود. [ ۱] [ ۲] با دوران ابزار و به دلیل اصطکاک در ناحیه اتصال حرارت تولید شده و باعث نرم شدن آن ناحیه می شود. با حرکت ابزار در طول خط اتصال، اجزای دو صفحه به صورت مکانیکی با یکدیگر مخلوط می شوند. فلز داغ و نرم شده، که حالتی شبیه به گل سفالگری یا خمیر نان پیدا کرده، توسط فشار مکانیکی ایجاد شده فورج می شود. [ ۲]
کیفیت جوش ایجاد شده توسط این روش فوق العاده بالا است. تغییر شکل خمیری وسیع ماده باعث شکل گیری ریزساختار دانه ریز، بدون هیچ گونه ناخالصی اکسیدی یا تخلخل گازی می شود. استحکام، شکل پذیری، عمر خستگی، و چقرمگی همگی کاملاً خوب هستند. جوش های ایجاد شده در بدنه هواپیما ۳۰ تا ۵۰٪ قوی تر از جوش های ایجاد شده توسط جوشکاری قوسی است. از آنجایی که در این روش هیچ ماده ای ذوب نمی شود، می توان از آن هم برای آلیاژهای ساختگی ( wrought alloys ) و هم آلیاژهای ریخته شده استفاده کرد و حتی آنها را به هم اتصال داد. به هیچگونه فیلر یا گاز محافظی نیاز نبوده و فرایند جوشکاری کاملاً فاقد آلودگی است. ( بدون دود، پاشش ماده یا برق نور می باشد ) به دلیل راندمان انرژی بالا، مقدار گرمای تولیدی کل کم بوده و در نتیجه عیوب مرتبط با آن از قبیل تغییرشکل قطعه یا انقباض کمینه است. آماده سازی لبه قطعات در حداقل بوده و نیازی به پاکسازی اکسیدهای شکل گرفته ندارد. جوشکاری در هر حالتی ممکن بوده و برای جوشکاری فقط دسترسی به یک سمت کافی است. جوش هایی با عمق ۰٫۵ تا ۶۵ میلیمتر امکان پذیر است. شکاف هایی تا حداکثر ۱۰٪ ضخامت مواد را می توان بدون کاهش کیفیت جوش یا عملکرد جبران کرد. [ ۳]
از جوشکاری هم زن اصطکاکی یا FSW می توان برای اتصال آلیاژهای آلومینیم، مس، تیتانیم، فولادهای زنگ نزن، و آلیاژهای منیزیم استفاده کرد. پلیمرها نیز توسط این روش قابل جوشکاری هستند. [ ۴]
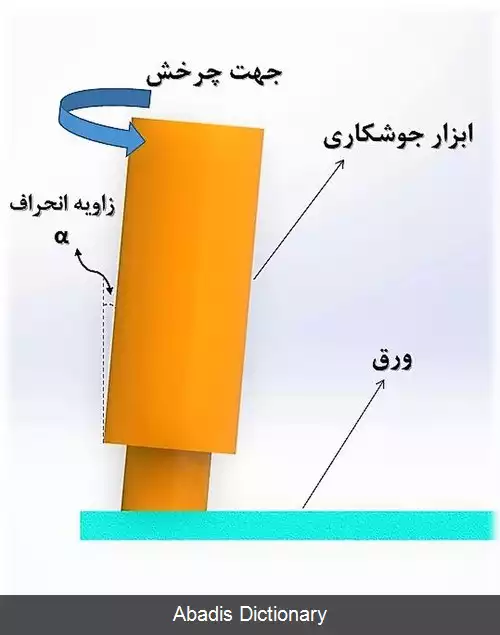
مؤسسه جوشکاری انگلستان در سال ۱۹۹۱ میلادی، جوشکاری هم زن اصطکاکی را ابداع کرد که اولین بار این روش برای آلیاژهای آلومینیوم مورد استفاده قرار گرفته و یک روش جوشکاری حالت جامد می باشد. [ ۵] روش کار بدین صورت است که یک ابزار غیر مصرفی دوار استوانه ای شکل متشکل از دو قسمت پین و شانه و با دارا بودن سرعت دورانی و پیشروی مناسب، وارد درز اتصال گردیده و در اثر حرارت تولید شده ناشی از اصطکاک بین ابزار و قطعه کار، بدون ذوب ماده سبب اتصال می شود. در نتیجه، این فرایند نسبت به جوشکاری ذوبی، انرژی کمتری مصرف نموده و نیاز به استفاده از ماده پرکننده در آن نمی باشد. با انجام جوشکاری هم زن اصطکاکی، دما در منطقه جوش در اثر اصطکاک بین ابزار و قطعه افزایش پیدا می کند و با رخ دادن تبلور مجدد دینامیکی، دانه های ریز هم محور در ناحیه اغتشاش یافته تشکیل می شوند و در ناحیه اغتشاش یافته چگالی نابجایی ها به طور قابل توجهی کاهش پیدا می کنند. [ ۶]
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفکیفیت جوش ایجاد شده توسط این روش فوق العاده بالا است. تغییر شکل خمیری وسیع ماده باعث شکل گیری ریزساختار دانه ریز، بدون هیچ گونه ناخالصی اکسیدی یا تخلخل گازی می شود. استحکام، شکل پذیری، عمر خستگی، و چقرمگی همگی کاملاً خوب هستند. جوش های ایجاد شده در بدنه هواپیما ۳۰ تا ۵۰٪ قوی تر از جوش های ایجاد شده توسط جوشکاری قوسی است. از آنجایی که در این روش هیچ ماده ای ذوب نمی شود، می توان از آن هم برای آلیاژهای ساختگی ( wrought alloys ) و هم آلیاژهای ریخته شده استفاده کرد و حتی آنها را به هم اتصال داد. به هیچگونه فیلر یا گاز محافظی نیاز نبوده و فرایند جوشکاری کاملاً فاقد آلودگی است. ( بدون دود، پاشش ماده یا برق نور می باشد ) به دلیل راندمان انرژی بالا، مقدار گرمای تولیدی کل کم بوده و در نتیجه عیوب مرتبط با آن از قبیل تغییرشکل قطعه یا انقباض کمینه است. آماده سازی لبه قطعات در حداقل بوده و نیازی به پاکسازی اکسیدهای شکل گرفته ندارد. جوشکاری در هر حالتی ممکن بوده و برای جوشکاری فقط دسترسی به یک سمت کافی است. جوش هایی با عمق ۰٫۵ تا ۶۵ میلیمتر امکان پذیر است. شکاف هایی تا حداکثر ۱۰٪ ضخامت مواد را می توان بدون کاهش کیفیت جوش یا عملکرد جبران کرد. [ ۳]
از جوشکاری هم زن اصطکاکی یا FSW می توان برای اتصال آلیاژهای آلومینیم، مس، تیتانیم، فولادهای زنگ نزن، و آلیاژهای منیزیم استفاده کرد. پلیمرها نیز توسط این روش قابل جوشکاری هستند. [ ۴]
مؤسسه جوشکاری انگلستان در سال ۱۹۹۱ میلادی، جوشکاری هم زن اصطکاکی را ابداع کرد که اولین بار این روش برای آلیاژهای آلومینیوم مورد استفاده قرار گرفته و یک روش جوشکاری حالت جامد می باشد. [ ۵] روش کار بدین صورت است که یک ابزار غیر مصرفی دوار استوانه ای شکل متشکل از دو قسمت پین و شانه و با دارا بودن سرعت دورانی و پیشروی مناسب، وارد درز اتصال گردیده و در اثر حرارت تولید شده ناشی از اصطکاک بین ابزار و قطعه کار، بدون ذوب ماده سبب اتصال می شود. در نتیجه، این فرایند نسبت به جوشکاری ذوبی، انرژی کمتری مصرف نموده و نیاز به استفاده از ماده پرکننده در آن نمی باشد. با انجام جوشکاری هم زن اصطکاکی، دما در منطقه جوش در اثر اصطکاک بین ابزار و قطعه افزایش پیدا می کند و با رخ دادن تبلور مجدد دینامیکی، دانه های ریز هم محور در ناحیه اغتشاش یافته تشکیل می شوند و در ناحیه اغتشاش یافته چگالی نابجایی ها به طور قابل توجهی کاهش پیدا می کنند. [ ۶]



wiki: جوشکاری هم زن اصطکاکی