
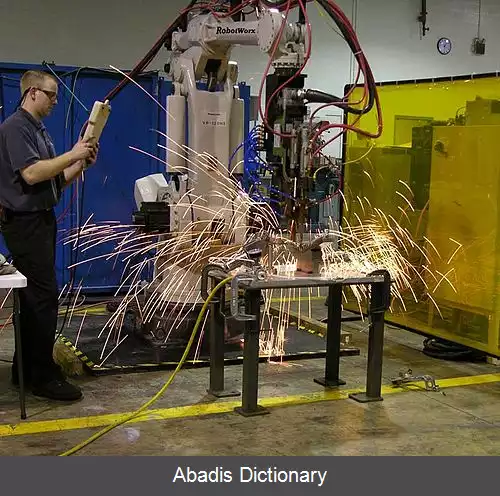
جوشکاری مقاومت الکتریکی ( به انگلیسی: Resistance welding ) یا به طور خلاصه تر جوشکاری مقاومتی، گروهی از روش های جوشکاری ذوبی است که از ترکیب گرما و فشار برای ایجاد جوش استفاده می کند، و این گرما به دلیل مقاومت الکتریکی قطعه در نقطه اتصال تولید می گردد. [ ۱]
در مقایسه با جوشکاری قوسی، در جوشکاری مقاومتی از گاز محافظ، فلاکس، یا فیلر ( پرکننده ) استفاده نمی شود، و الکترودهایی که جریان الکتریکی را به محل اتصال می رسانند مصرف شونده ( consumable ) نیستند. جوشکاری مقاومتی به عنوان جوشکاری ذوبی طبقه بندی می شود چرا که گرمای اعمال شده تقریباً همیشه باعث ذوب شدن سطوح زیر الکترود می شود. با این حال استثناهایی نیز وجود دارد. در برخی از عملیات جوشکاری مقاومتی دما تا زیر نقاط ذوب فلزات پایه بالا برده می شود، و ذوب اتفاق نمی افتد. [ ۱]
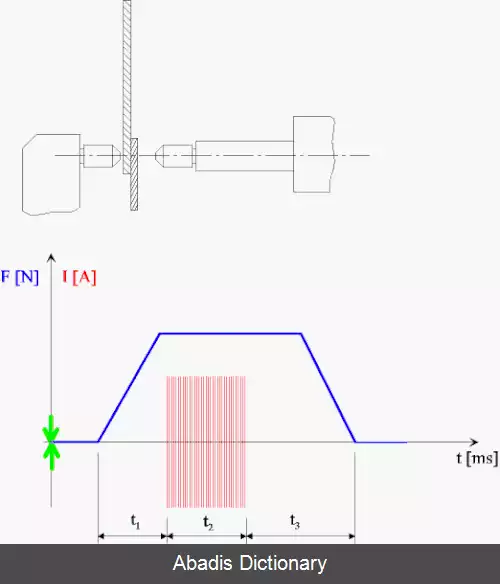
جریان مورد استفاده در عملیات جوشکاری مقاومتی بسیار زیاد است ( به طور معمول ۵۰۰۰ تا ۲۰٬۰۰۰ آمپر ) ، اگرچه ولتاژ نسبتاً کم است ( معمولاً زیر ۱۰ ولت ) . مدت زمان t جریان در اکثر فرایندها کوتاه است، برای مثال در یک عملیات جوشکاری نقطه ای معمولاً ممکن است ۰٫۱ تا ۰٫۴ ثانیه باشد. [ ۱]
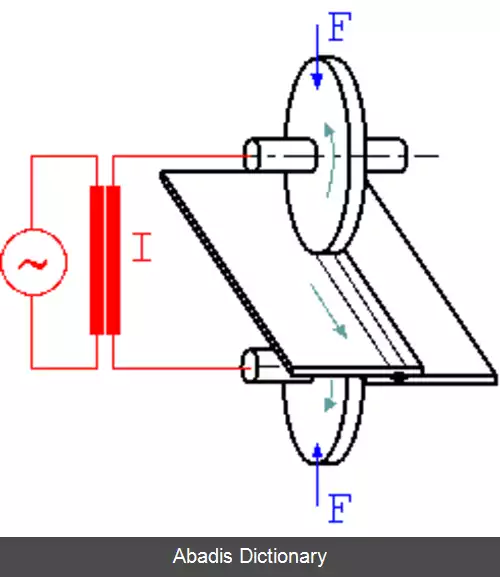
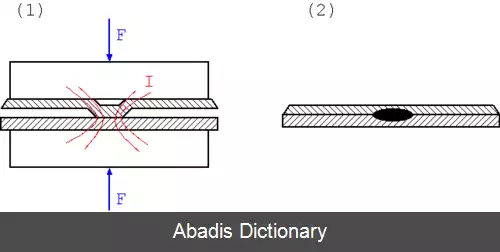
در جوشکاری مقاومتی، گرما و فشار برای ایجاد انعقاد ترکیب می شوند. الکترودها در تماس با ماده قرار می گیرند و جریان الکتریکی بین آنها عبور می کند. گرمای حاصل از مقاومت الکتریکی باعث افزایش دمای قطعه های کار و سطح مشترک بین آنها می شود. همان الکترودهایی که جریان را تأمین می کنند، فشار نیز وارد می کنند که این فشار معمولاً در طول چرخه جوشکاری متغیر است. در ابتدا مقدار معینی فشار وارد می شود تا قطعه های کار در تماس بمانند و در نتیجه مقاومت الکتریکی سطح مشترک را کنترل کنند. وقتی درجه حرارت مناسب بدست آمد، فشار برای ایجاد انسجام افزایش می یابد و تا سرد شدن ناخن جوش ( weld nugget ) حفظ می شود. از آنجا که از فشار استفاده می شود، انعقاد در دمای کمتری نسبت به جوشکاری هواگاز و جوشکاری برق اتفاق می افتد. در حقیقت در بسیاری از فرایندهای جوشکاری مقاومتی فلز پایه ذوب نمی شود. فرآیندهای جوشکاری مقاومتی را می توان به عنوان نوعی جوشکاری حالت جامد در نظر گرفت، اگرچه توسط انجمن جوشکاری آمریکا ( AWS ) این چنین طبقه بندی نشده است. [ ۲]
در برخی از فرآیندهای جوشکاری مقاومتی، بلافاصله پس از انعقاد، فشار بیشتری اعمال می شود تا مقدار مشخصی عمل آهنگری انجام شود. همراه با این تغییر شکل مقداری اصلاح دانه ( در ریزساختار ) اتفاق می افتد. پس از جوشکاری همچنین می توان از مقداری حرارت اضافی برای تنش زدایی یا تمپرینگ استفاده کرد. در ظرف چند ثانیه یا کمتر، می توان به درجه حرارت مورد نیاز و انعقاد دست یافت؛ بنابراین، جوشکاری مقاومتی یک فرایند بسیار سریع و اقتصادی است، که کاملاً مناسب برای تولید خودکار است. [ ۲]
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفدر مقایسه با جوشکاری قوسی، در جوشکاری مقاومتی از گاز محافظ، فلاکس، یا فیلر ( پرکننده ) استفاده نمی شود، و الکترودهایی که جریان الکتریکی را به محل اتصال می رسانند مصرف شونده ( consumable ) نیستند. جوشکاری مقاومتی به عنوان جوشکاری ذوبی طبقه بندی می شود چرا که گرمای اعمال شده تقریباً همیشه باعث ذوب شدن سطوح زیر الکترود می شود. با این حال استثناهایی نیز وجود دارد. در برخی از عملیات جوشکاری مقاومتی دما تا زیر نقاط ذوب فلزات پایه بالا برده می شود، و ذوب اتفاق نمی افتد. [ ۱]
جریان مورد استفاده در عملیات جوشکاری مقاومتی بسیار زیاد است ( به طور معمول ۵۰۰۰ تا ۲۰٬۰۰۰ آمپر ) ، اگرچه ولتاژ نسبتاً کم است ( معمولاً زیر ۱۰ ولت ) . مدت زمان t جریان در اکثر فرایندها کوتاه است، برای مثال در یک عملیات جوشکاری نقطه ای معمولاً ممکن است ۰٫۱ تا ۰٫۴ ثانیه باشد. [ ۱]
در جوشکاری مقاومتی، گرما و فشار برای ایجاد انعقاد ترکیب می شوند. الکترودها در تماس با ماده قرار می گیرند و جریان الکتریکی بین آنها عبور می کند. گرمای حاصل از مقاومت الکتریکی باعث افزایش دمای قطعه های کار و سطح مشترک بین آنها می شود. همان الکترودهایی که جریان را تأمین می کنند، فشار نیز وارد می کنند که این فشار معمولاً در طول چرخه جوشکاری متغیر است. در ابتدا مقدار معینی فشار وارد می شود تا قطعه های کار در تماس بمانند و در نتیجه مقاومت الکتریکی سطح مشترک را کنترل کنند. وقتی درجه حرارت مناسب بدست آمد، فشار برای ایجاد انسجام افزایش می یابد و تا سرد شدن ناخن جوش ( weld nugget ) حفظ می شود. از آنجا که از فشار استفاده می شود، انعقاد در دمای کمتری نسبت به جوشکاری هواگاز و جوشکاری برق اتفاق می افتد. در حقیقت در بسیاری از فرایندهای جوشکاری مقاومتی فلز پایه ذوب نمی شود. فرآیندهای جوشکاری مقاومتی را می توان به عنوان نوعی جوشکاری حالت جامد در نظر گرفت، اگرچه توسط انجمن جوشکاری آمریکا ( AWS ) این چنین طبقه بندی نشده است. [ ۲]
در برخی از فرآیندهای جوشکاری مقاومتی، بلافاصله پس از انعقاد، فشار بیشتری اعمال می شود تا مقدار مشخصی عمل آهنگری انجام شود. همراه با این تغییر شکل مقداری اصلاح دانه ( در ریزساختار ) اتفاق می افتد. پس از جوشکاری همچنین می توان از مقداری حرارت اضافی برای تنش زدایی یا تمپرینگ استفاده کرد. در ظرف چند ثانیه یا کمتر، می توان به درجه حرارت مورد نیاز و انعقاد دست یافت؛ بنابراین، جوشکاری مقاومتی یک فرایند بسیار سریع و اقتصادی است، که کاملاً مناسب برای تولید خودکار است. [ ۲]






wiki: جوشکاری مقاومت الکتریکی