
جوشکاری زیرپودری ( به انگلیسی: Submerged arc welding ) ، که به اختصار S. A. W خوانده می شود، یکی از فرایندهای جوشکاری توسط قوس الکتریکی است که در آن، نوک الکترود داخل پودری از مواد معدنی ویژه قرار می گیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل می شود. جوش مذاب و ناحیه قوس با قرار گرفتن «در زیر» پودری گرانولی متشکل از آهک، سیلیس، اکسید منگنز، کلسیم فلوئورید و سایر ترکیبات از آلودگی های جوی و اکسید شدن محافظت می شود. سیم فیلر در تماس مستقیم با قطعه کار نمی باشد. [ ۱] زمانی که این پودر مذاب می شود، خاصیت رسانایی الکتریکی پیدا می کند، و در نتیجه مسیری برای جریان برق بین الکترود و قطعه کار ایجاد می کند. این لایه ضخیم پودر، ناحیه ذوب شده را به صورت کامل می پوشاند و در نتیجه از پاشش مواد مذاب و جرقه ها و همچنین تابش اشعه ماورابنفش خطرناک و پخش شدن دود، که همگی در جوشکاری برق دستی ( SMAW ) وجود دارند، جلوگیری می کند. پوشش مذاب منجمد شده به دلیل اختلاف در ضریب انقباض حرارتی آن با فلز مذاب، به راحتی از جوش جدا می شود.
فرایند جوشکاری زیرپودری یا SAW، معمولاً در حالت های اتوماتیک یا مکانیزه انجام می شود، با این حال دستگاه های جوشکاری زیرپودری نیمه - اتوماتیک با ریزش پودر گرانشی یا تحت فشار نیز در بازار موجود هستند. از این فرایند معمولاً فقط برای جوشکاری های افقی یا جوشکاری برخی مخازن استوانه ای استفاده می شود. این روش نرخ پرکردن خیلی بالایی داشته و نرخ پرکردن ۴۵ کیلوگرم بر ساعت نیز توسط این فرایند گزارش شده است. ( مقایسه کنید با حداکثر ۵ کیلوگرم بر ساعت در فرایند جوشکاری برق دستی ) . با اینکه آمپر مصرفی متداول در این روش ۳۰۰ تا ۲۰۰۰ آمپر می باشد، [ ۲] جریان هایی تا ۵۰۰۰ آمپر نیز ( برای قوس های چندگانه ) گزارش شده است.
در این روش از دستگاه هایی با یک قوس یا با قوس های چندگانه نیز می توان بهره برد.
در دهه ۱۹۳۰ تلاش های زیادی جهت مکانیزه کردن فرایند جوشکاری قوسی انجام گردید. با توجه به محدودیتهای زیر استفاده از الکترودهای پوشش دار ناممکن تشخیص داده شد.
• با توجه به نارسانا بودن پوشش محافظ، تماس الکتریکی بین منبع تغذیه الکتریکی و الکترود غیرممکن است.
• رول کردن الکترود موجب جدا شدن پوشش آن می گردد.
• تماس پوشش الکترود با قرقره های تغذیه کننده الکترود باعث خرد شدن پوشش می شود.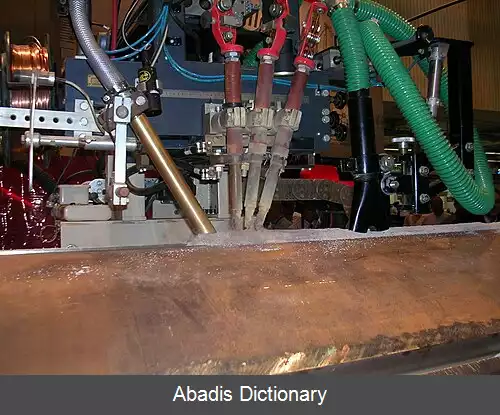

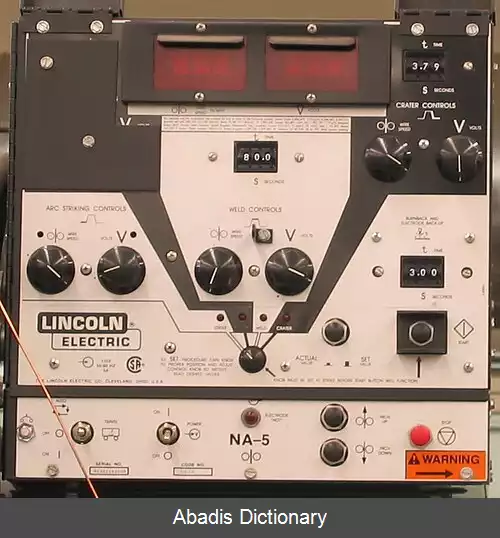

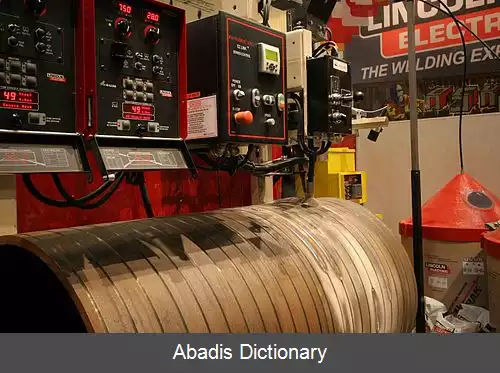
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلففرایند جوشکاری زیرپودری یا SAW، معمولاً در حالت های اتوماتیک یا مکانیزه انجام می شود، با این حال دستگاه های جوشکاری زیرپودری نیمه - اتوماتیک با ریزش پودر گرانشی یا تحت فشار نیز در بازار موجود هستند. از این فرایند معمولاً فقط برای جوشکاری های افقی یا جوشکاری برخی مخازن استوانه ای استفاده می شود. این روش نرخ پرکردن خیلی بالایی داشته و نرخ پرکردن ۴۵ کیلوگرم بر ساعت نیز توسط این فرایند گزارش شده است. ( مقایسه کنید با حداکثر ۵ کیلوگرم بر ساعت در فرایند جوشکاری برق دستی ) . با اینکه آمپر مصرفی متداول در این روش ۳۰۰ تا ۲۰۰۰ آمپر می باشد، [ ۲] جریان هایی تا ۵۰۰۰ آمپر نیز ( برای قوس های چندگانه ) گزارش شده است.
در این روش از دستگاه هایی با یک قوس یا با قوس های چندگانه نیز می توان بهره برد.
در دهه ۱۹۳۰ تلاش های زیادی جهت مکانیزه کردن فرایند جوشکاری قوسی انجام گردید. با توجه به محدودیتهای زیر استفاده از الکترودهای پوشش دار ناممکن تشخیص داده شد.
• با توجه به نارسانا بودن پوشش محافظ، تماس الکتریکی بین منبع تغذیه الکتریکی و الکترود غیرممکن است.
• رول کردن الکترود موجب جدا شدن پوشش آن می گردد.
• تماس پوشش الکترود با قرقره های تغذیه کننده الکترود باعث خرد شدن پوشش می شود.





wiki: جوشکاری زیرپودری