
جوشکاری ترکیبی لیزر یکی از فرایندهای جوشکاری است که در آن به منظور افزایش مزیتهای فنی و اقتصادی، به صورت همزمان جوشکاری لیزر و جوشکاری با قوس الکتریکی در یک حوضچه جوش یکسان اعمال و ترکیب می گردد. [ ۱] به طوری که مزیتهای دو روش ادغام و بر مشکلات هر یک از آن ها غلبه می گردد.
تمام فلزات و آلیاژهای مهم صنعتی مانند آلیاژهای آلومینیوم، آلیاژهای تیتانیم، آلیاژهای منیزیم، انواع فولاد، فولادهای کربنی، فولادهای کم آلیاژ، فولادهای زنگ نزن، حتی ورقه های فولادی با روکش روی که در هنگام جوشکاری با فرایندهای مرسوم جوشکاری به دلیل تبخیر روی و نفوذ بخار آن به فلز مذاب، باعث شکل گیری حفره ها و سوراخ ها و ایجاد تخلخل در محل جوش می گردد، با این روش قابل جوشکاری می باشند.
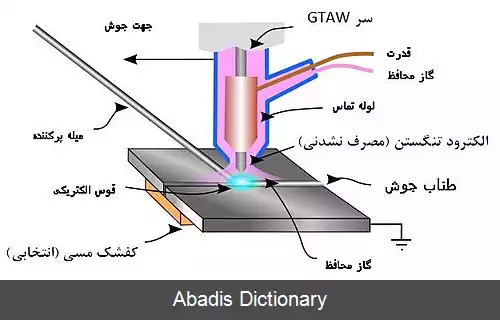
ترکیب پرتو لیزر و قوس الکتریکی در فرایند جوشکاری در دهه ۱۹۷۰ به وجود آمد، اما در سال های اخیر در کاربردهای صنعتی مورد استفاده قرار گرفته است. سه نوع اصلی از فرایند جوشکاری ترکیبی لیزر بسته به نوع قوس به کار رفته در آن وجود دارد. ترکیب لیزر با قوس پلاسما، TIG یا MIG/MAG از رایج ترین ترکیبات این فرایند هستند. اولین تحقیقات صورت گرفته در این زمینه بر روی جوشکاری ترکیبی لیزر تیگ صورت پذیرفت. در حالی که جوشکاری ترکیبی لیزر میگ به عنوان اولین فرایند جوشکاری ترکیبی لیزر شناخته می شود که وارد صنعت گردید.
در حالی که دراویل کار، نیاز به اثبات مناسب بودن منابع لیزری برای استفاده صنعتی وجود داشت، امروزه آن ها تجهیزات استاندارد بسیاری از شرکت های تولیدی هستند. ترکیبی از جوشکاری لیزر با یک فرایند جوش قوسی، «فرایند جوشکاری ترکیبی» نامیده می شود. این به این معنی است که یک پرتو لیزر و یک قوس الکتریکی به طور همزمان در یک منطقه جوشکاری عمل می کنند و بر یکدیگر تأثیر می گذارند.
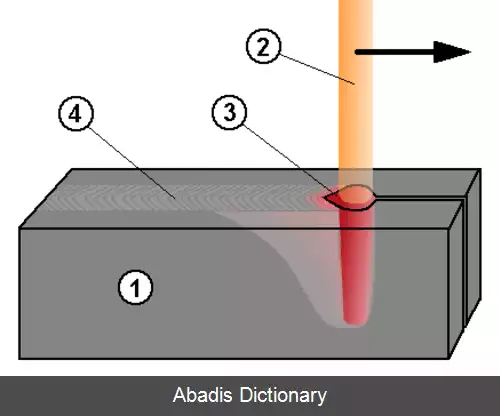
پرتو منبع لیزر جوشکاری می تواند از منابع مختلفی تولید گردد. معمولاً در گذشته از لیزر دی اکسید کربن به دلیل برخی مزایا و هزینه کم تجهیزات در جوشکاری لیزر و جوشکاری ترکیبی لیزر قوس استفاده می گردید. اما چند سالی است که لیزر فیبری بسیار پیشرفت کرده است. قدرت خروجی لیزر فیبر در طی شش سال از ۱۰۰ وات به چند کیلووات افزایش یافته است. در حال حاضر، لیزر فیبر ایتربیم ۵۰ کیلو وات در دسترس است. جوشکاری لیزر نه تنها نیاز به قدرت لیزر بالایی دارد، بلکه یک پرتو با کیفیت بالا برای به دست آوردن اثر «عمیق جوش» مورد نظر است. کیفیت بالاتر پرتو می تواند برای رسیدن به قطر کوچکتر تمرکز یا فاصله کانونی بزرگتر مورد بهره برداری قرار گیرد. لیزرهای پر قدرت می توانند برای جوشکاری با عمق نفوذ بالا در تنوع زیادی از مواد مورد استفاده قرار گیرند. میزان جذب انرژی لیزر توسط فلزات و آلیاژ آن ها تابعی از طول موج لیزر است.
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفتمام فلزات و آلیاژهای مهم صنعتی مانند آلیاژهای آلومینیوم، آلیاژهای تیتانیم، آلیاژهای منیزیم، انواع فولاد، فولادهای کربنی، فولادهای کم آلیاژ، فولادهای زنگ نزن، حتی ورقه های فولادی با روکش روی که در هنگام جوشکاری با فرایندهای مرسوم جوشکاری به دلیل تبخیر روی و نفوذ بخار آن به فلز مذاب، باعث شکل گیری حفره ها و سوراخ ها و ایجاد تخلخل در محل جوش می گردد، با این روش قابل جوشکاری می باشند.
ترکیب پرتو لیزر و قوس الکتریکی در فرایند جوشکاری در دهه ۱۹۷۰ به وجود آمد، اما در سال های اخیر در کاربردهای صنعتی مورد استفاده قرار گرفته است. سه نوع اصلی از فرایند جوشکاری ترکیبی لیزر بسته به نوع قوس به کار رفته در آن وجود دارد. ترکیب لیزر با قوس پلاسما، TIG یا MIG/MAG از رایج ترین ترکیبات این فرایند هستند. اولین تحقیقات صورت گرفته در این زمینه بر روی جوشکاری ترکیبی لیزر تیگ صورت پذیرفت. در حالی که جوشکاری ترکیبی لیزر میگ به عنوان اولین فرایند جوشکاری ترکیبی لیزر شناخته می شود که وارد صنعت گردید.
در حالی که دراویل کار، نیاز به اثبات مناسب بودن منابع لیزری برای استفاده صنعتی وجود داشت، امروزه آن ها تجهیزات استاندارد بسیاری از شرکت های تولیدی هستند. ترکیبی از جوشکاری لیزر با یک فرایند جوش قوسی، «فرایند جوشکاری ترکیبی» نامیده می شود. این به این معنی است که یک پرتو لیزر و یک قوس الکتریکی به طور همزمان در یک منطقه جوشکاری عمل می کنند و بر یکدیگر تأثیر می گذارند.
پرتو منبع لیزر جوشکاری می تواند از منابع مختلفی تولید گردد. معمولاً در گذشته از لیزر دی اکسید کربن به دلیل برخی مزایا و هزینه کم تجهیزات در جوشکاری لیزر و جوشکاری ترکیبی لیزر قوس استفاده می گردید. اما چند سالی است که لیزر فیبری بسیار پیشرفت کرده است. قدرت خروجی لیزر فیبر در طی شش سال از ۱۰۰ وات به چند کیلووات افزایش یافته است. در حال حاضر، لیزر فیبر ایتربیم ۵۰ کیلو وات در دسترس است. جوشکاری لیزر نه تنها نیاز به قدرت لیزر بالایی دارد، بلکه یک پرتو با کیفیت بالا برای به دست آوردن اثر «عمیق جوش» مورد نظر است. کیفیت بالاتر پرتو می تواند برای رسیدن به قطر کوچکتر تمرکز یا فاصله کانونی بزرگتر مورد بهره برداری قرار گیرد. لیزرهای پر قدرت می توانند برای جوشکاری با عمق نفوذ بالا در تنوع زیادی از مواد مورد استفاده قرار گیرند. میزان جذب انرژی لیزر توسط فلزات و آلیاژ آن ها تابعی از طول موج لیزر است.



wiki: جوشکاری ترکیبی لیزر