
جوشکاری با پرتو الکترون ( به انگلیسی: Electron - beam welding ) نوعی فرایند جوشکاری ذوبی است که در آن پرتویی از الکترون های پرسرعت به محل تلاقی دو قطعه تابانده می شود تا اتصال ایجاد گیرد. با تبدیل انرژی جنبشی الکترون ها به گرما، قطعات ذوب شده و به یکدیگر اتصال داده می شوند. معمولاً برای جلوگیری از اتلاف و پراکندگی الکترون ها، این عملیات در محفظه خلاء انجام می شود.
جوشکاری با پرتو الکترون توسط فیزیکدان آلمانی، Karl - Heinz Steigerwald در ۱۹۴۹ توسعه داده شد و کاربرد صنعتی آن، برای اولین بار در حدود سال ۱۹۶۸ میلادی توسط آقای استیگر والد با کار بر روی پرتو الکترونی به عنوان یک منبع حرارتی در ماشین کاری آغاز شد. در سال ۱۹۵۷دکتر استور از مؤسسه انرژی اتمی فرانسه نتایج جوشکاری با پرتو الکترونی را که از سال ۱۹۹۶ آغاز کرده بود، منتشر ساخت. تجهیزات استفاده شده توسط وی کاملا با وسایلی که بعدأ استفاده شد، متفاوت بوددر همان سال برتون و فرانک هوسر مطالعات و آزمایش های خود را در مورد جوشکاری زیرکونیوم به منظور استفاده در مصارف هسته ای آغاز کردند. در کنار این تلاشها، بهینه سازی و اقتصادی کردن فرایند در آمریکا مورد توجه قرار گرفت. در حال حاضر این فرایند در بسیاری از صنایع به ویژه صنایع هسته ای و هوافضا مورد استفاده قرار می گیرد.
فرایند جوشکاری با پرتو الکترونی نوعی اتصال ذوبی به شمار می رود که انرژی حرارتی آن از انرژی جنبشی ناشی از برخوردهای پرتو الکترونی بر محل اتصال قطعات مورد نظر تأمین می شود. در طی این فرایند قطعات توسط جریانی متراکم از الکترون های سرعت بالا بمباران می شوند و باعث ذوب لبه های قطعات می شوند.
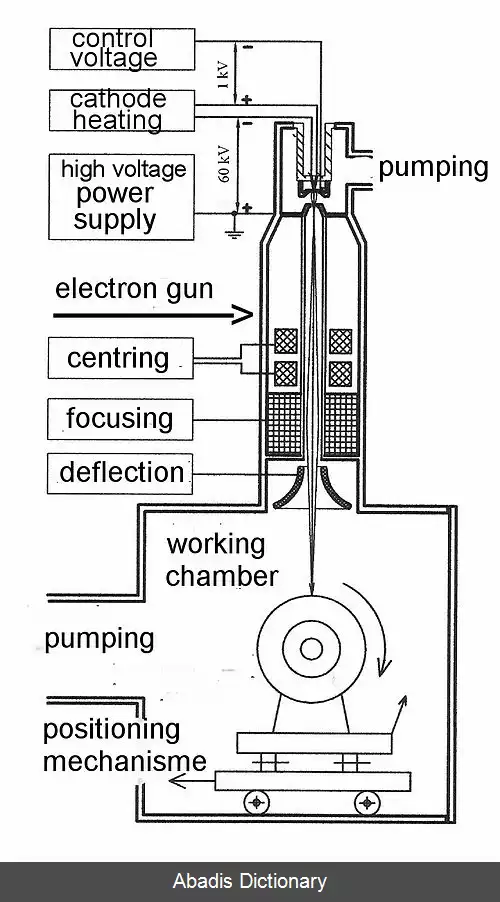
جوشکاری با پرتو الکترونی معمولاً در یک محفظه خلأ با استفاده از یک سیستم تولید و تمرکز پرتو الکترونی انجام می شود. جوشکاری در یک محفظه بسته محدودیت های زیادی را به دنبال دارد ولی نقطه قوت بسیار مهم آن، انجام فرایند در یک محیط تمیز و عاری از هر گونه آلودگی است که موجب می شود یک جوش با کیفیت بسیار عالی ایجاد شود. شکل زیر یک نمای کلی از دستگاه جوشکاری با پرتو الکترونی را نشان می دهد.
بارزترین مشخصه جوشکاری با پرتو الکترونی توانایی آن در ایجاد جوش های بسیار باریک و کاملاً عمیق است. به عنوان مثال به کمک این فرایند می توان تسمه های فولادی با ضخامت ۱۲ میلیمتر را به شکل سر به سر به گونه ای به هم جوش داد که پهنای جوش از ۱٫۶ میلیمتر بیشتر نشود. این مشخصه در مقایسه با الگوی جوش ذوبی قوسی و روش های حفاظت با گاز بسیار بالاتر است. این امر ناشی از مکانیزم و نحوه عملکرد خاص پرتوالکترونی در هنگام جوشکاری است.
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفجوشکاری با پرتو الکترون توسط فیزیکدان آلمانی، Karl - Heinz Steigerwald در ۱۹۴۹ توسعه داده شد و کاربرد صنعتی آن، برای اولین بار در حدود سال ۱۹۶۸ میلادی توسط آقای استیگر والد با کار بر روی پرتو الکترونی به عنوان یک منبع حرارتی در ماشین کاری آغاز شد. در سال ۱۹۵۷دکتر استور از مؤسسه انرژی اتمی فرانسه نتایج جوشکاری با پرتو الکترونی را که از سال ۱۹۹۶ آغاز کرده بود، منتشر ساخت. تجهیزات استفاده شده توسط وی کاملا با وسایلی که بعدأ استفاده شد، متفاوت بوددر همان سال برتون و فرانک هوسر مطالعات و آزمایش های خود را در مورد جوشکاری زیرکونیوم به منظور استفاده در مصارف هسته ای آغاز کردند. در کنار این تلاشها، بهینه سازی و اقتصادی کردن فرایند در آمریکا مورد توجه قرار گرفت. در حال حاضر این فرایند در بسیاری از صنایع به ویژه صنایع هسته ای و هوافضا مورد استفاده قرار می گیرد.
فرایند جوشکاری با پرتو الکترونی نوعی اتصال ذوبی به شمار می رود که انرژی حرارتی آن از انرژی جنبشی ناشی از برخوردهای پرتو الکترونی بر محل اتصال قطعات مورد نظر تأمین می شود. در طی این فرایند قطعات توسط جریانی متراکم از الکترون های سرعت بالا بمباران می شوند و باعث ذوب لبه های قطعات می شوند.
جوشکاری با پرتو الکترونی معمولاً در یک محفظه خلأ با استفاده از یک سیستم تولید و تمرکز پرتو الکترونی انجام می شود. جوشکاری در یک محفظه بسته محدودیت های زیادی را به دنبال دارد ولی نقطه قوت بسیار مهم آن، انجام فرایند در یک محیط تمیز و عاری از هر گونه آلودگی است که موجب می شود یک جوش با کیفیت بسیار عالی ایجاد شود. شکل زیر یک نمای کلی از دستگاه جوشکاری با پرتو الکترونی را نشان می دهد.
بارزترین مشخصه جوشکاری با پرتو الکترونی توانایی آن در ایجاد جوش های بسیار باریک و کاملاً عمیق است. به عنوان مثال به کمک این فرایند می توان تسمه های فولادی با ضخامت ۱۲ میلیمتر را به شکل سر به سر به گونه ای به هم جوش داد که پهنای جوش از ۱٫۶ میلیمتر بیشتر نشود. این مشخصه در مقایسه با الگوی جوش ذوبی قوسی و روش های حفاظت با گاز بسیار بالاتر است. این امر ناشی از مکانیزم و نحوه عملکرد خاص پرتوالکترونی در هنگام جوشکاری است.




wiki: جوشکاری با پرتو الکترون