
انقباض به شکل ذاتی در فرایند قالبگیری تزریقی رخ می دهد زیرا چگالی پلیمر از دمای فرایند تا دمای محیط متفاوت است ( به حجم مخصوص ( نمودار PvT ) مراجعه کنید ) . در طی قالبگیری ( ریخته گری ) تزریقی، انقباض و تغییر در در کل سطح و در طول سطح مقطع یک قسمت باعث ایجاد تنش های داخلی می شود. این تنش های به اصطلاح باقیمانده در یک قسمت با تأثیرات مشابه فشارهای خارجی اعمال می شوند. اگر تنش های باقیمانده ناشی از قالبگیری به اندازه کافی زیاد باشد تا بر یکپارچگی ساختاری یک قسمت غلبه کند، این قسمت از قالب به سمت خارج از قالب پیچیده می شود یا بر اثر بارگذاری خارجی ترک برمی دارد. [ ۱]
جمع شوندگی قطعات ماده پرسی تولید شده در هنگام پردازش اندازه گیری دمای و در دمای محیط می تواند تا ۲۰ درصد حجمی باشد. مواد کریستالی و نیمه کریستالی به ویژه مستعد انقباض حرارتی هستند؛ مواد آمورف میل به انقباض کمتر دارند. هنگامی که مواد کریستالی زیر دمای گذار آنها خنک می شوند، مولکول ها خود را با شیوه ای منظم تر مرتب می کنند و کریستال ها را تشکیل می دهند. از طرف دیگر ساختار ساختار مواد آمورف با تغییر فاز تغییر نمی کند. این تفاوت منجر به مواد بلوری و نیمه کریستالی می شود که اختلاف بیشتری در حجم مخصوص ( Δ υ ) بین فاز مذاب آنها و فاز جامد ( کریستالی ) دارند. این در شکل ۱ نشان داده شده است. ما می خواهیم به این نکته اشاره کنیم که نرخ خنک سازی نیز بر خنک کننده سریع pvT مواد کریستالی و نیمه کریستالی تأثیر می گذارد. [ ۲]
شکل 1. منحنی pvT برای پلیمرهای آمورف و کریستالی و تغییر حجم مخصوص ( Δ υ ) بین حالت پردازشنقطه ( A ) و حالت در دمای اتاق و فشار اتمسفر ( نقطهB ) توجه داشته باشید که با افزایش فشار ، حجم مخصوص کاهش می یابد.
انقباض بیش از حد، فراتر از حد تحمل، می تواند ناشی از عوامل زیر باشد. رابطه انقباض با چندین پارامتر پردازش و ضخامت قطعه به صورت شماتیک در شکل ۲ ترسیم شده است.
• فشار تزریق کم
• زمان کوتاه نگه داشتن بسته یا زمان خنک کننده
• دمای ذوب بالا
• درجه حرارت بالا قالب[ ۳]
• کم نگه داشتن فشار[ ۴]
انقباض حجمی بدون جبران منجر به علامت سینک یا حفره در فضای داخلی قالب می شود. کنترل انقباض قطعات در بخش، قالب و طراحی فرایندها از اهمیت ویژه ای برخوردار است، به ویژه در برنامه هایی که نیاز به تحمل زیادی دارند. برش هایی که منجر به علامت سینک یا خالی شدن می شوند با فشردگی حفره پس از پر کردن می توانند کاهش یا از بین بروند. همچنین، طراحی قالب باید انقباض را در نظر بگیرد تا از ابعاد قسمت مطابقت داشته باشد. انقباض بخشی که توسط C - MOLD پیش بینی شده راهنمایی مفید برای طراحی مناسب قالب ارائه می دهد. [ ۵]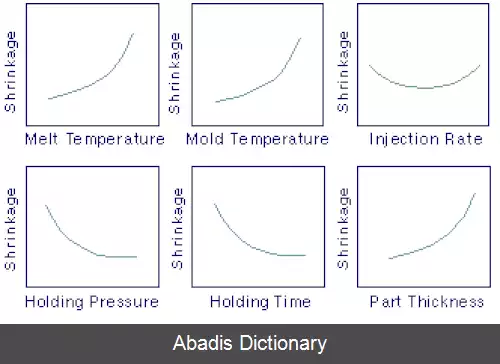
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفجمع شوندگی قطعات ماده پرسی تولید شده در هنگام پردازش اندازه گیری دمای و در دمای محیط می تواند تا ۲۰ درصد حجمی باشد. مواد کریستالی و نیمه کریستالی به ویژه مستعد انقباض حرارتی هستند؛ مواد آمورف میل به انقباض کمتر دارند. هنگامی که مواد کریستالی زیر دمای گذار آنها خنک می شوند، مولکول ها خود را با شیوه ای منظم تر مرتب می کنند و کریستال ها را تشکیل می دهند. از طرف دیگر ساختار ساختار مواد آمورف با تغییر فاز تغییر نمی کند. این تفاوت منجر به مواد بلوری و نیمه کریستالی می شود که اختلاف بیشتری در حجم مخصوص ( Δ υ ) بین فاز مذاب آنها و فاز جامد ( کریستالی ) دارند. این در شکل ۱ نشان داده شده است. ما می خواهیم به این نکته اشاره کنیم که نرخ خنک سازی نیز بر خنک کننده سریع pvT مواد کریستالی و نیمه کریستالی تأثیر می گذارد. [ ۲]
شکل 1. منحنی pvT برای پلیمرهای آمورف و کریستالی و تغییر حجم مخصوص ( Δ υ ) بین حالت پردازشنقطه ( A ) و حالت در دمای اتاق و فشار اتمسفر ( نقطهB ) توجه داشته باشید که با افزایش فشار ، حجم مخصوص کاهش می یابد.
انقباض بیش از حد، فراتر از حد تحمل، می تواند ناشی از عوامل زیر باشد. رابطه انقباض با چندین پارامتر پردازش و ضخامت قطعه به صورت شماتیک در شکل ۲ ترسیم شده است.
• فشار تزریق کم
• زمان کوتاه نگه داشتن بسته یا زمان خنک کننده
• دمای ذوب بالا
• درجه حرارت بالا قالب[ ۳]
• کم نگه داشتن فشار[ ۴]
انقباض حجمی بدون جبران منجر به علامت سینک یا حفره در فضای داخلی قالب می شود. کنترل انقباض قطعات در بخش، قالب و طراحی فرایندها از اهمیت ویژه ای برخوردار است، به ویژه در برنامه هایی که نیاز به تحمل زیادی دارند. برش هایی که منجر به علامت سینک یا خالی شدن می شوند با فشردگی حفره پس از پر کردن می توانند کاهش یا از بین بروند. همچنین، طراحی قالب باید انقباض را در نظر بگیرد تا از ابعاد قسمت مطابقت داشته باشد. انقباض بخشی که توسط C - MOLD پیش بینی شده راهنمایی مفید برای طراحی مناسب قالب ارائه می دهد. [ ۵]


wiki: جمع شوندگی و تاب برداشتن